

 手機資訊
手機資訊 官方微信
官方微信摘要 以端面磨盤形式載體,通過恒壓磨耗試驗研究了采用液體合金方式連接的金剛石的磨損特征。結(jié)果表明,新連接方式金剛石使用過程的磨損形態(tài)主要有完整、磨平、微觀破碎、宏觀破碎和折斷五大類,與釬焊金剛石的磨損特征基本一致。磨耗過程中沒有出現(xiàn)磨粒脫落現(xiàn)象,說明新連接方式工具的結(jié)合劑對磨粒具有很強的把持力。但與釬焊工具相同,磨粒折斷是其最為致命的失效形式。
關(guān)鍵詞 金剛石;磨損;連接;釬焊
藉以金剛石磨料優(yōu)異的磨削性能,金剛石工具在巖石、陶瓷、玻璃等硬脆性材料的高效精密加工領(lǐng)域中發(fā)揮著無可替代的作用。結(jié)合劑材料對金剛石的把持是其實現(xiàn)切削的前提,依據(jù)制作時所用結(jié)合劑材料的不同,常規(guī)金剛石工具主要有樹脂、陶瓷和金屬(又可分為粉末冶金燒結(jié)和電鍍)三大類。盡管這些工具目前已廣泛應(yīng)用于生產(chǎn),但是受制備工藝的限制,這三大類金剛石工具上的磨粒都僅是被機械式包鑲于結(jié)合劑中,把持強度很弱,在切削載荷作用下,極易發(fā)生脫落,導(dǎo)致磨粒利用率差、工具壽命限制以及工具性能無法充分發(fā)揮。盡管也有采用添加稀土、磨粒表面金屬化處理等方法進行改善,但收效甚微。為了有效解決磨粒把持問題,自上世紀90年代初開始,釬焊金剛石工具技術(shù)成為業(yè)界研究的熱點。由于高溫下金剛石與釬焊合金之間能夠形成真正化學(xué)結(jié)合,因此釬焊金剛石工具具有把持力強、出刃度高和容屑空間大等優(yōu)勢,曾被譽為金剛石磨料工具界的革命性產(chǎn)品。
盡管釬焊金剛石工具應(yīng)用實驗的研究結(jié)果令人鼓舞,但是市場化推廣扔是舉步維艱。大量研究表明釬焊過程磨粒熱損傷等問題嚴重影響釬焊工具性能的發(fā)揮。雖然國內(nèi)外學(xué)者已經(jīng)在釬焊工藝、釬料、結(jié)合機理等方面展開了很多研究工作,但效果并不理想。文獻提出采用液體合金鐸金剛石進行連接,以期能在繼承釬焊金剛石工具優(yōu)勢的同時,改善工具加工性能。本研究通過恒壓磨削方式工,以端面磨盤形式為載體,對此新連接方式的金剛石的磨損性能進行了實驗研究,旨在為開發(fā)此類工具提供參考依據(jù)。
1 實驗條件
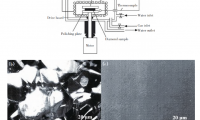
恒壓磨削實驗在改造的普通鉆床上進行,其工作原理如圖1所示:工件固定于氣動往復(fù)工作臺上,端面磨盤固定在鉆夾上并隨主軸旋轉(zhuǎn),配重砝碼G通過鉆床搖臂上進行恒壓施載。
實驗所用的新連接方式的金剛石端面磨盤在自制的液態(tài)合金連接平臺上完成制備,實物如圖1所示。所用磨粒的品級為ISD1650,粒度為30/35;連接所用合金為Ni-Cr-P活性合金。

磨削實驗時,工具轉(zhuǎn)速為820r/min,工件往復(fù)進給速度為12cm/min,配重砝碼G為800g,采用蒙古黑石材作為工件材料。磨削過程中,定期測量工件的材料去除量Q,并采用日本KEYENCE生產(chǎn)的VHX-1000型三維顯微儀器對選定的45顆磨粒的磨損狀態(tài)進行微觀觀察和分析。
2 實驗結(jié)果及分析
2.1 磨粒典型磨損特征
盡管金剛石磨粒具有高硬度和強耐磨性,但是在切削和熱載荷的長時間作用下,都會發(fā)生磨損。由于載荷作用大小、作用位置以及磨粒自身晶形結(jié)構(gòu)和切削能力等存在很大差異,因此不同的磨粒磨損形態(tài)各不相同,所對應(yīng)的切削能力也不一致。圖3是磨耗試驗過程中新連接方式工具上磨粒發(fā)生磨損的五個典型特征,包括:完整(磨粒參與切削但形貌仍保持初始狀態(tài),晶形完整,有強切削能力)、微破碎(磨粒部分刃角發(fā)生崩裂,擁有大量的切削刃,有強切削能力且鋒利度好)、宏觀破碎(磨粒露出結(jié)合劑的部分發(fā)生崩裂,切削能力喪失)、磨平(磨粒頂部刃角發(fā)生磨損鈍化,盡管有切削能力但鋒利度差)和折斷(磨粒發(fā)生折斷,切削能力喪失)。不難發(fā)現(xiàn),這五種典型磨損狀態(tài)與以往釬焊金剛石工具上的磨粒磨損形態(tài)基本一致。與常規(guī)的樹脂、陶瓷、電鍍和燒結(jié)金剛石工具上磨粒磨損典型特征相比,新連接方式工具與釬焊工具相同,磨粒發(fā)生脫落現(xiàn)象幾乎沒有,可見液體合金連接方式可以實現(xiàn)對磨粒的牢固把持,從連接原理來看,這應(yīng)當直接利益于高溫下液體合金與磨粒接觸時所發(fā)生的化學(xué)結(jié)合。
圖3 金剛石磨粒典型磨損特征
2.2 磨粒典型磨損失效歷程
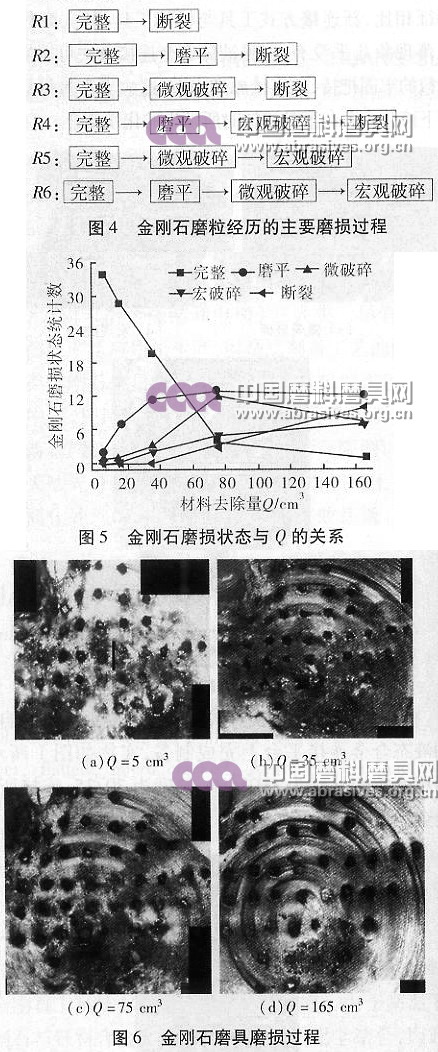
受載荷作用、磨粒自身性能以及加工量等差異的影響,盡管對于工具上所有磨粒磨損特征統(tǒng)計而言主要有五種典型的磨損狀態(tài),但是對于單顆粒磨粒來講,其各自所經(jīng)歷的磨損狀態(tài)各不相同。圖4是在跟蹤新連接方式工具上的磨粒磨損過程的基礎(chǔ)上總結(jié)出來的六個磨粒磨損歷程。事實上,磨損歷程就是磨粒失效歷程,它直接影響磨粒切削性能的發(fā)揮,從而影響工具綜合加工性能。對這些磨損歷程進行分析不難發(fā)現(xiàn),磨粒若能沿R6歷程發(fā)生磨損失效則是最為理想的,因為在這個過程中,磨粒切削性能得到充分的發(fā)揮;而R1是最不希望看到的,因為折斷直接導(dǎo)致磨粒喪失切削能力,不僅沒有充分發(fā)揮磨粒應(yīng)有的切削性能,而且引發(fā)工具提前報廢。
2.3 工具磨損特征變化
金剛石工具表面分布著大量的金剛石磨粒。加工中,這些磨粒的磨損狀態(tài)變化和磨損歷程差異就構(gòu)成不同的工具磨損形態(tài)。圖5是新連接工具在磨損過程中,磨粒磨損狀態(tài)隨工件材料去除量Q的變化趨勢。從圖5中可以看出,隨著工件材料去除量的增加,工具表面磨粒逐漸發(fā)生磨損,完整的磨粒急劇減少,而其它磨損特征如微破碎的磨粒比例逐漸升高。
從圖5還可以看出:(1)在磨削加工初始階段,金剛石磨粒以晶形完整者居多,所占比例在一半以上,磨平狀態(tài)和微觀破碎狀態(tài)較少;(2)當材料去除量Q達到35cm2時,磨粒宏觀破碎狀態(tài)所占比例只有5%左右,幾乎可以忽略不計,磨粒的斷裂狀態(tài)幾乎沒有出現(xiàn):(3)當Q超過50cm3后,各磨損狀態(tài)比例趨于穩(wěn)定,工具上處于穩(wěn)定工作階段。(4)當Q超過160cm3后,工具上處于完整狀態(tài)的金剛石磨粒幾乎沒有,而磨平、折斷和宏觀破碎的磨粒所占比例很大。由于發(fā)生折斷和宏觀破碎的磨粒沒有切削能力,而磨平狀態(tài)磨粒又缺乏鋒利性,因此工具整體切削性能很差,加工效率低下,振動劇烈,工具切削能力喪失。
圖6是磨耗過程中不同材料去除量所對應(yīng)的工具宏觀形貌圖。從圖6可以看出,隨著Q的增加,工具表面磨粒逐漸發(fā)生磨損變化,這與常規(guī)金剛石工具表面的宏觀磨損形態(tài)基本一致。
值得一提的是,從圖6還可以看出,隨著Q的增大,工具表面部分磨粒后面出現(xiàn)明顯的拖尾現(xiàn)象。盡管這種拖尾在電鍍、燒結(jié)等常規(guī)金剛石工具使用過程中極為常見,但是在釬焊金剛石工具使用過程中卻極為少見。以往研究表明,“拖尾”現(xiàn)象一方面有利于磨粒切削性能的充分發(fā)揮,另一方面也意味著結(jié)合劑對金剛石具有很強的把持力,可以在重負荷狀態(tài)下加工硬脆性材料,這是目前釬焊工具所不具備的優(yōu)勢。
3 結(jié)論
新連接方式的金剛石端面磨盤的磨耗實驗表明,采用液體合金連接方式制作的金剛石工具可以用于切削加工。這種連接方式的金剛石工具的磨粒在使用過程中的典型磨損特征為完整、磨平、破碎、斷裂,但無磨粒脫落現(xiàn)象發(fā)生,這些結(jié)果與釬焊金剛石工具基本一致。磨損過程跟蹤結(jié)果表明,由于磨粒性能和載荷作用差異,不同磨粒磨損過程相差較大,但都是以上五種典型磨損狀態(tài)的組合。與釬焊工具相同,磨粒折斷依然是此類工具的最大問題,但從磨粒后背拖尾現(xiàn)象來看,新連接方法制作的工具綜合性能比釬焊工具有明顯提高。
作者簡介:邢波,男,1987年生,工學(xué)碩士,主要從事超硬材料及制品研究與應(yīng)用。









 豫公網(wǎng)安備41019702003604號
豫公網(wǎng)安備41019702003604號