

 手機資訊
手機資訊 官方微信
官方微信摘要 【摘要】本文對數控機床和數控刀具的作用和市場需求,五軸數控工具磨的技術特點、結構形式、關鍵技術和重要配套件作了論述,并介紹了國外五軸數控工具磨的典型機型,提出加快國產五軸數控工具磨...
【摘要】本文對數控機床和數控刀具的作用和市場需求,五軸數控工具磨的技術特點、結構形式、關鍵技術和重要配套件作了論述,并介紹了國外五軸數控工具磨的典型機型,提出加快國產五軸數控工具磨發展的建議。數控機床、數控刀具、數控量儀被稱為現代機械制造業的三大支柱。數控機床是工作母機,數控刀具和數控量儀被喻為數控加工的牙齒和眼睛。三大支柱的技術進步推動現代制造業在加工精度、效率和制造方式上的不斷升級。
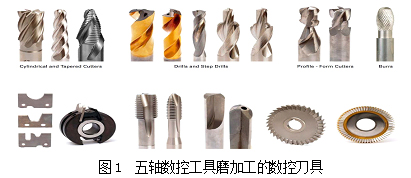
業界習慣將“高精度、高效率、高可靠性和專用化”的現代高效刀具稱為數控刀具。由于數控刀具的材料一般采用高性能高速鋼、硬質合金和超硬材料,因此,磨削成為數控刀具的主流加工工藝,從而使作為數控刀具工作母機的數控工具磨床發揮了關鍵作用。數控刀具的多樣化決定了數控工具磨床的多品種,如數控鉆頭刃磨機、數控銑刀刃磨機、數控拉刀刃磨機、數控滾刀刃磨機、數控絞刀刃磨機、數控絲錐磨床、數控圓鋸片刃磨機等發揮了各自加工相應數控刀具的獨特作用。近二十年來,多軸聯動等數控技術的進步,推動五軸數控工具磨得到了快速發展,由于該機型能夠刃磨各種復雜形狀的數控刀具,具有萬能性和通用性,五軸數控工具磨已成為數控工具磨床家族中耀眼的明星。
一、市場需求廣闊
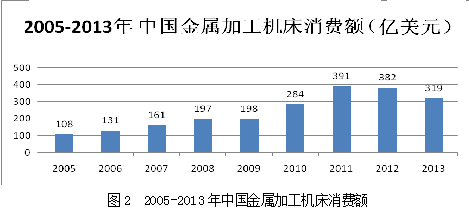
當今世界,中國已經成為世界最大的裝備制造大國。據報道,2013年我國裝備制造業產值規模突破20萬億元,是2008年的2.2倍,約占全球裝備制造業產值比例的三分之一,穩據世界首位。其中發電設備產量1.2億千瓦,約占全球60%;造船完工量4534萬載重噸,占全球41%;汽車產量2212萬輛,占全球的25%;機床產量96萬臺,占全球的38%。此外,洗衣機、電冰箱、摩托車、空調機、電視機、手機等年產量都據世界前列。機床是裝備制造業的工作母機,2002至2013年我國已經連續12年成為世界機床第一消費大國,機床消費量約占全球機床消費總量的40%-45%。據有關統計資料,圖2表示2005-2013年我國機床消費量。
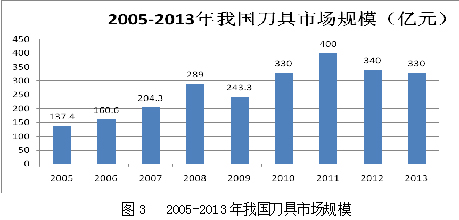
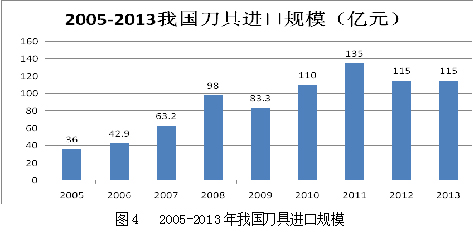
不言而喻,我國也是世界刀具第一消費大國。據悉,2013年我國刀具消費330億元,其中進口刀具115億元;國產高檔刀具(數控刀具)所占比重,已經從“十一五”規劃初期的15%,上升到25%,呈現良好態勢,但發展潛力依然巨大。據工具行業有關資料, 圖3、圖4表示2005-2013年我國刀具市場消費規模和刀具進口規模。
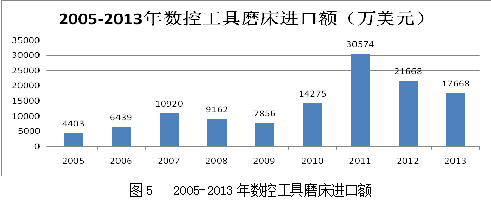
我國數控刀具需求量的快速上升孕育了數控工具磨床的巨大市場潛力。目前高檔數控工具磨床主要依靠進口,據悉:我國主要刀具制造骨干企業進口4-5軸數控工具磨床數量達到百臺以上,一些中等規模的刀具制造企業進口該類機床也達到數十臺。如某刀具制造骨干企業2012年一次進口4-5軸數控工具磨90臺,用匯4403萬美元。除刀具制造企業外,許多機械制造企業因本單位刀具修磨和制造需要,在進口4-5軸數控工具磨床中也占有很大比重。據海關統計資料,圖五表示2005-2013年我國數控工具磨床進口額(注:進口數控工具磨床主要品種是4-5軸數控工具磨)。
二、五軸數控工具磨的技術特點
現代五軸數控工具磨集數控加工技術之大成,主要體現在:
1.精密
高精度是刀具品質的體現,它直接反映在加工零件的生產質量上。由于現代數控刀具高精度要求,相應五軸數控工具磨具有精密機床的秉性。國外五軸數控工具磨的加工精度達到2µ級,因此要求機床結構優化設計,采用高檔功能部件,具有良好的靜、動和熱態性能等。
2.高速
數控刀具加工形式主要是高速、高精度成形磨削,金剛石磨具和CBN磨具等超硬材料磨具的應用對磨床高速性能提出新要求,如砂輪軸一般采用電主軸,轉速超過10000r/min;要求機床具有優異的機電耦合、伺服優化和高加速性能等。電主軸、力矩電機、直線電機等直驅部件的應用,已經成為國外高檔五軸數控工具磨高速性能的新亮點。
3.復合
多軸聯動控制和多工序復合磨削加工是五軸數控工具磨主要技術特征之一。五軸數控工具磨可以實現復雜型面和復合刀具一次裝卡全部磨削。由于聚晶金剛石(PCD)和聚晶立方氮化硼(PNCB)等超硬材料應用于數控刀具,使得用金剛石砂輪磨削此類數控刀具顯得力不從心。在科技進步的推動下,應用電火花磨削和激光加工數控刀具的技術應運而生,現已開發此類加工數控刀具機床。目前,5軸數控工具磨用于聚晶金剛石的旋轉電火花加工集成砂輪磨削于同一臺工具磨床,可供帶電極和砂輪更換裝置的雙主軸和單主軸機型,主要用于金屬、木材、陶瓷、塑料等加工行業的聚晶金剛石刀具加工,表明應用放電加工和砂輪磨削二合一復合加工PCD刀具的復合機床也已經成熟。特種加工和復合加工已經成為數控工具磨的重要發展方向。
4.智能
五軸數控工具磨是智能化技術應用最集中的機型之一。國外先進五軸數控工具磨裝備有激光測頭、砂輪探針、聲納感應儀、CCD相機等,其機型一般具有機床狀態監控和優化,動、熱態自動補償,防碰撞功能,刀具加工在機檢測,砂輪在線自動修磨標定和動平衡等功能,提高了刀具磨削的智能化水平。
5.應用軟件
“一半是硬件,一半是軟件”這是五軸數控工具磨加工數控刀具的基本特點。沒有豐富的數控刀具磨削軟件的支撐就無法加工出精彩紛呈、形式多樣的數控刀具產品。一般磨削軟件包括加工標準刀具模塊和非標刀具模塊,操作者可以應用數據庫或自行設置刀具幾何參數形成3D圖形仿真加工程序。對于圓錐球頭立銑刀等復雜形狀刀具的磨削加工,目前國外實力雄厚的公司可以精確地加工出來,因為加工這種刀具需要高精度多軸聯動的數控工具磨床以及高精度加工數據計算的高級磨削軟件。由此可見,五軸數控工具磨是軟件開發應用最充分的數控機床之一。
6.自動化
機器人廣泛應用于數控工具磨床,成功解決了自動交換砂輪和工件自動上下料等問題,因而大大提高了數控工具磨床的加工效率、精度和一致性。工業機器人與數控工具磨的有機融合,形成了自動化的磨削中心(FMC)。
綜上所述,現代五軸數控工具磨集先進制造技術于一身,成為當代高新技術綜合應用的載體。此外,五軸數控工具磨還可用于醫療零件、IT業和航空航天業特殊材料復雜件等精密加工。可以預見,被喻為 “精靈”的五軸數控工具磨,在現代制造業中將發揮越來越大的作用。
三.五軸數控工具磨的結構形式
五軸數控工具磨主要針對復雜數控刀具進行磨削,為了實現對復雜曲面的磨削,機床加工時要求實現X、Y、Z、A或(B)、C--五軸聯動。機床一般由主運動部件(砂輪)、進給運動部件、輔助部件、立柱、機座等組成。五軸數控工具磨運動部件布局結構形式多樣,按被加工件主軸線分立式和臥式兩大類。現介紹國內外常用的幾種機床結構形式。
1.被加工件軸線立式布局
如圖6所示,機床的被加工件主軸線立式布局,實現5軸聯動:
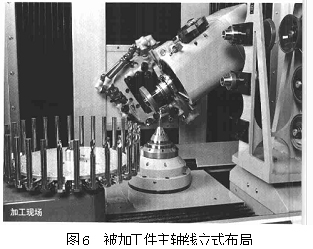
X---工件工作臺橫向移動
Y----工件工作臺縱向移動
Z----磨頭軸上下垂直移動
A---工件主軸回轉角度360度
B---磨頭軸回轉
C----工件工作臺水平方向擺動
基于這種布局,砂輪可以從前、后、左、右以任意角度接近工件加工,實現5軸聯動,工件在一次裝夾中可以實現全磨削。這種磨削方式,機動靈活,效率高;消除被加工件重心影響,加工精度高。
2.被加工件軸線臥式布局,工件工作臺實現A,C軸轉動
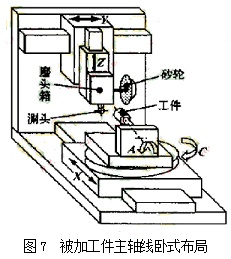
如圖7所示,被加工件軸線臥式布局,工件工作臺帶X軸,并實現A、C軸轉動;砂輪主軸上下左右移動實現Y、Z軸移動。立柱可采用整體龍門式,橫梁在立柱上下滑動,砂輪軸在橫梁左右滑動,這種組合結構緊湊、剛性優越,砂輪軸移動平穩,工件處于同一水平面運動穩定,操作方便。
3.被加工件軸線臥式布局,工件工作臺A軸轉動,砂輪主軸B軸轉動
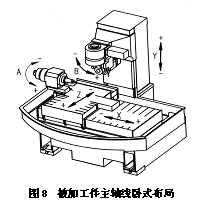
如圖8所示,被加工件軸線臥式布局,工件工作臺帶有X軸、Z軸和A軸,砂輪主軸帶有Y軸和B軸,這種組合比較靈活,結構緊湊,加工效率高。
4.被加工件軸線臥式布局,砂輪主軸實現C軸轉動
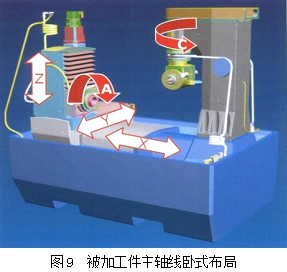
如圖9所示,被加工件軸線臥式布局,工件工作臺帶有X、Y、Z、A軸、砂輪主軸帶有C軸,這種組合增加了C軸剛度和砂輪運行穩定性,提高了砂輪運動精度,對于砂輪更換十分有利;工件工作臺運動坐標較多,結構緊湊。
四、 關鍵技術與重要配套件
1.關鍵技術
高端五軸聯動數控工具磨,涉及主要關鍵技術有以下幾個方面:
⑴ 用于精密磨削的機床高剛度床身、立柱及主要結構件有限元分析和整機優化設計技術;
⑵ 高速電主軸(磨頭)結構優化及潤滑、冷卻技術;
⑶ 高速電主軸砂輪虛擬式在線動平衡、檢測和修整技術;
⑷ 回轉軸-A/B/C結構設計及高精度運動技術;
⑸ 直線軸-X/Y/Z設計及重復定位精度控制技術;
⑹ 五軸聯動工具加工程序編制及系統軟件應用技術;
⑺ 自動刀具測量和定位系統技術;
⑻ 高速磨削冷卻液的注入及高壓大流量切削液過濾、冷卻技術;
⑼ 五軸聯動數控工具磨床的總裝及調試技術。
(10) 工業機器人應用等自動化技術
2.重要配套件
(1)數控系統
高性能五軸數控工具磨要求配套的數控系統具有以下方面特點:具有開放式體系結構;高精度納米插補及運動控制;網絡化全數字系統體系結構;高效曲面加工性能;易于數控編程和調試等。數控系統應具有多軸、多通道控制;具有高速、高精運動性能;數字化總線通訊;動態補償、伺服優化等智能化功能等。
目前國外廠商一般采用FANUC31i系統和SIEMENS-840D SL系統。這一類控制系統通用性強。而現在工具磨床廠商又熱衷開發專用數控系統和刀具磨削軟件,如ANCA公司的ANCA系統、WALTER公司的HMC500和HMC1500/200系統、阿格頓公司的AGATHON系統。這一趨勢表明,專用系統可隨機床要求的復雜程度和加工對象,由模塊化組件來增減加工功能,以實現它的萬能性和經濟性。工具磨床專用系統的CNC編程技術結合了各種數學方程表達式,因而可實現廣泛范圍的插補:有直線插補、圓弧插補、漸開線插補、指數函數插補、螺旋線插補、樣條函數插補等功能,能解決各種復雜形狀刀具的高精度加工。
我國華中數控股份公司、大連光洋科技工程公司、廣州數控設備公司開發的高檔數控系統也已經為國產五軸數控工具磨配套使用。
(2)數控刀具磨削軟件
國外數控工具磨床配置的刀具磨削加工軟件可分為兩類:一類是由專業的刀具磨削軟件公司開發的軟件,如瑞士MTS公司開發的刀具磨削軟件tool—kit PRO—FESSIONAL,瑞士NUM公司開發的刀具磨削軟件NUMROTOplus等;另一類是由工具磨床制造商自主開發的軟件,這類磨削加工軟件中不但包含了工具磨床制造商(國外知名的工具磨床制造商通常也是知名的刀具制造商)的刀具磨削、機床制造知識,更融入了其長期積累的刀具生產實踐經驗。雖然各公司推出的刀具磨削加工軟件在功能、智能化、可視化等方面存在差異,但一般都具有3D仿真、圖形引導、參數化編程功能、開放式刀具磨削專家庫等,以便于實現數控刀具的設計和制造。
我國華中數控股份公司和大連光洋科技工程公司等企業也已經開發了自主知識版權的數控刀具磨削軟件。
(3)功能部件
主要功能部件涉及高性能電主軸(磨頭主軸)、高精度滾珠絲杠和直線滾動導軌、高精度直線光柵和圓光柵、直線電機和力矩電機、高精度滾動軸承、高精度數控轉臺、精密靜壓軸承、靜壓導軌等。
(4)其它配套件
機床的切削液系統需配置高壓、大流量過濾冷卻站,機床要求配置吸油霧器、防爆滅火等環保安全裝置。
機床智能化、自動化功能需要配置工件(刀具)和砂輪自動測量和定位系統、砂輪虛擬式在線動平衡檢測裝置,以及砂輪庫或自動砂輪轉換器及機械手,上下料機器人等,以便提高了機床智能化、自動化水平,滿足日益增長的數控刀具高效、高精磨削加工需求。
五、國外典型產品簡介

1.WALTER公司Helitronic Power 型工具磨 如圖10所示,該機型被加工件軸線臥式布局,龍門式立柱結構,工件工作臺帶X軸,并實現A,C軸轉動;砂輪主軸上下左右移動實現Y、Z軸。一次裝卡可以實現Ф3-320mm,長350mm的回轉類復雜數控刀具磨削。該機配套FANUC31i數控系統,公司自行開發數控刀具磨削軟件。該機床可配置電主軸砂輪、力矩電機轉臺、刀具自動定位探針、砂輪自動更換裝置、刀具在線輪廓測量儀、刀具自動支撐架、刀具自動上下料裝置等。選項有:進給率優化器、刀具平衡儀、一體化測量系統、扭矩自適應控制等。
2.澳大利亞ANCA公司MX5型五軸數控工具磨
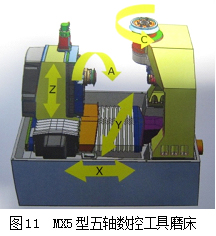
該機型被加工件軸線臥式布局,龍門式立柱結構,采用ANCA CNC CONTROL控制系統,實現X、Y、Z、A、C—五軸聯動。X/Y/Z---540/510/215mm,C/A---264°/360°,主功率14kW;機床具有2套砂輪架系統,砂輪軸轉速10000r/min,其交換時間為10s,砂輪最大直徑203mm;配有激光連續測量系統,具有機器人上下料系統。加工工件直徑100mm,加工長度300mm,具有自行開發3D仿真磨削軟件。
六、 加快發展國產高檔五軸數控工具磨的建議
總體來看,國產五軸數控工具磨與國外先進水平相比,在加工精度、效率、智能化、自動化、數控和軟件技術、可靠性和宜人性等都存在差距,加快發展國產高檔五軸數控工具磨,需要國家產業政策和科技政策支持,更需要產業界努力。為此,特提出以下建議:
(1)加大“高檔數控機床與基礎制造裝備”國家科技重大專項對五軸數控工具磨科研、開發、示范和推廣的支持力度。
(2)著力提高國產五軸工具磨的技術水平、產品質量和使用可靠性。對生產企業,建議按五軸工具磨銷售額實現增值稅先征后返的優惠政策,鼓勵推廣應用。
(3)大力發展五軸數控工具磨產品配套所需的功能部件,為產品升級和產業化提供產業鏈配套支持。
(4)支持重點骨干企業實施技術改造,提高五軸數控工具磨制造工藝裝備水平和試驗檢測能力。
(5)鼓勵以骨干企業為主導,以市場需求為牽引,“產學研用”結合,特別要加強刀具制造和工具磨床制造兩個行業主導企業的合作,推動科技成果產業化。
七、結束語
“工欲善其事,必先利其器”。推動國產五軸數控工具磨提高技術水平和產業化程度,加快發展國產高檔五軸數控工具磨,滿足我國制造業的需求,已經成為機床工具行業轉型升級的緊迫任務。呼吁富有實力的企業和有志之士發力,為加快發展國產高檔五軸數控工具磨貢獻力量。









 豫公網安備41019702003604號
豫公網安備41019702003604號