

 手機資訊
手機資訊 官方微信
官方微信摘要 3D玻璃拋光是加工制程的四大難點之一。隨著指紋蓋板普及,3D蓋板的普及。對手機蓋板的拋光量越來越大,對拋光設備,拋光耗材的要求越來越高。目前,國內拋光技術的發展正日趨成熟。3D加工...
3D玻璃拋光是加工制程的四大難點之一。隨著指紋蓋板普及,3D蓋板的普及。對手機蓋板的拋光量越來越大,對拋光設備,拋光耗材的要求越來越高。目前,國內拋光技術的發展正日趨成熟。3D加工時,一般需要經過兩次的拋光,一次是在熱彎前、精雕后的拋光,另外一次是熱彎后的拋光。
1.拋光
玻璃冷加工行業的拋光俗稱掃光(掃邊,拋光)是指用氧化鈰拋光粉或者拋光液注射在高速玻璃拋光機工作面(拋光用地毯,或者毛刷)面上。高速旋轉摩擦使其玻璃表面光亮的過程叫拋光。一般有兩種具體如下:
平磨又叫研磨或者叫雙面研磨,用雙面研磨機,上下盤上粘貼白色磨皮或者聚氨酯紅色磨皮為基材。中間用游星輪(牙板)做治具放玻璃,上下盤反方向轉動注射拋光粉溶液來研磨的過程叫平磨。
作用:用來降面(或者叫下絲)一般用雙面研磨機來修復玻璃在加工過程中產生的劃傷,或者玻璃有翹曲時用來矯正玻璃。或者玻璃不平整時來將其磨平整。
手機3D玻璃拋光趨勢痛點
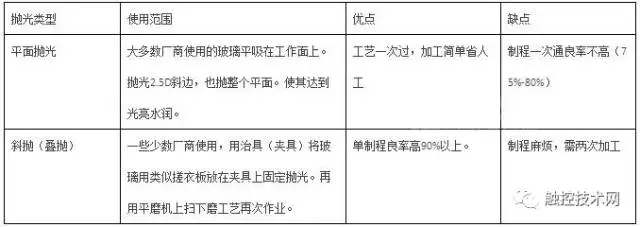
目前業內大多都是采用平面拋光機拋2.5D蓋板玻璃、指紋蓋板玻璃,良率在70%-80%單制程。拋光時長(12-15分鐘)因斜邊大小不一,CNC程序不同拋光時長也不同。
指紋蓋板良率更低,耗時更長大多在(45-70分鐘)切良率一直不高大概50%-60%。導致耗材使用量非常大。
3D蓋板更是如此。目前大家針對3D拋光難題更多,面臨熱彎后玻璃的,壓傷,波紋,污漬,塵點等疑難雜癥都是束手無策。大家只能在拋光段解決!
幾點建議:
1.針對目前量最大的2.5D玻璃拋光,不妨可以把拋光工藝分解,可以使用疊拋工藝和掃磨工藝相配合。疊拋工藝針對目前一些高端品牌有要求。聽筒空,指紋孔掃塌現象可以得到完美解決。優點在于:a.相對設備要求不高;b.單一工段返工率低。
2.針對指紋蓋板:目前都是使用毛刷,磨皮刷,磨皮加豬毛刷等掃孔,耗時長,邊緣會掃塌現象不妨可以用精準拋光來解決。
3.針對3D蓋板拋光,(解決磨具壓傷后)希望拋光設備廠商再設備精度努把力爭取把同心度,平衡度做好。再找到適合或者韌性更好的毛刷材質。加以用復合型拋光液配合方能解決3D拋光問題。









 豫公網安備41019702003604號
豫公網安備41019702003604號