

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 申請?zhí)?201610872343.6申請日:2016.09.30國家/省市:中國湖南(43)公開號:106256489A公開日:2016.12.28主分類號:B24B1/00(20...
申請?zhí)? 201610872343.6 申請日: 2016.09.30
國家/省市: 中國湖南(43)
公開號: 106256489A
公開日: 2016.12.28
主分類號: B24B 1/00(2006.01)
分類號: B24B 1/00(2006.01); B24B 11/04(2006.01); G06F 19/00(2011.01)
申請人: 中國南方航空工業(yè)(集團(tuán))有限公司
發(fā)明人: 劉曉輝; 易林峰; 蔡榮賓
代理人: 胡亮
代理機(jī)構(gòu): 長沙丁卯專利代理事務(wù)所(普通合伙)(43211)
申請人地址: 湖南省株洲市蘆淞區(qū)董家塅
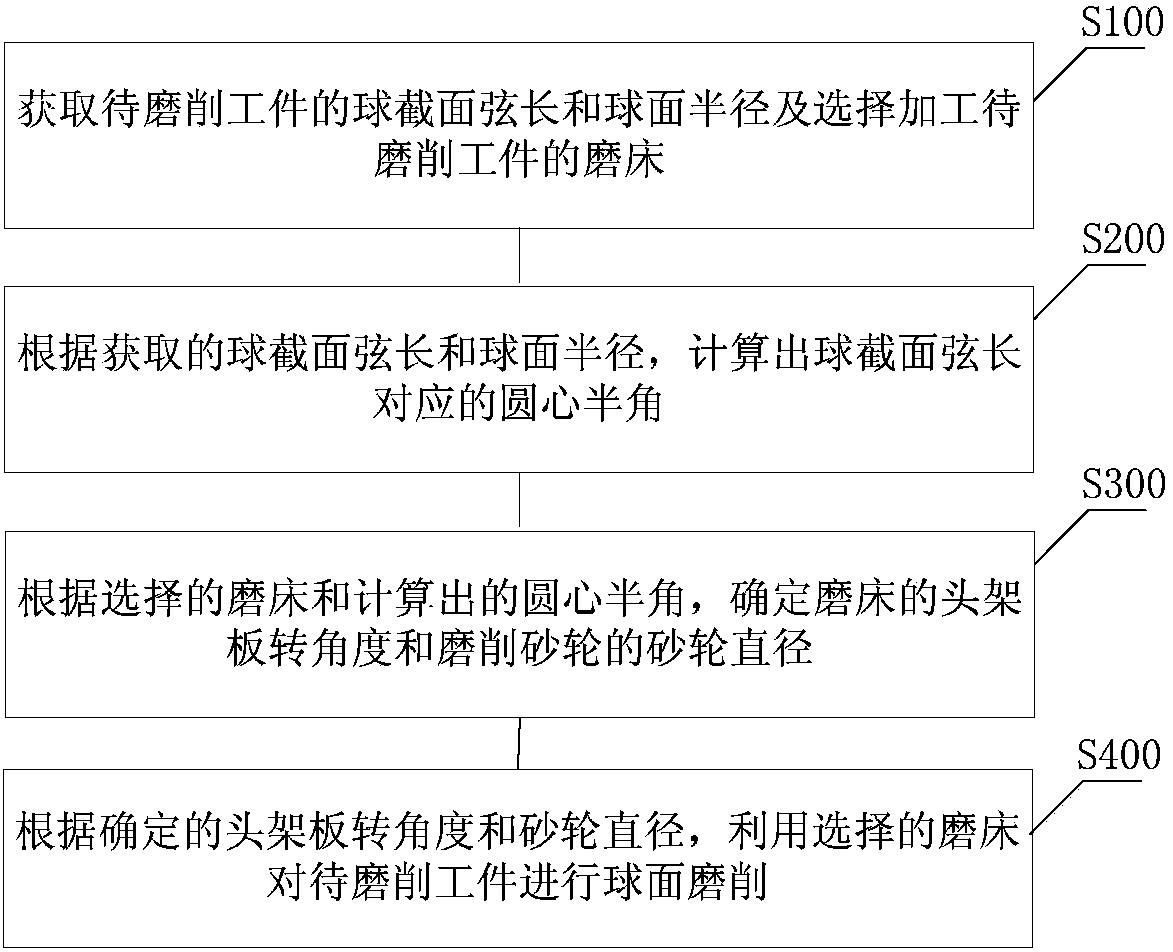
摘要: 本發(fā)明公開了一種內(nèi)外球面磨削方法,通過獲取待磨削工件的球截面弦長和球面半徑及選擇加工待磨削工件的磨床;根據(jù)獲取的球截面弦長和球面半徑,計算出球截面弦長對應(yīng)的圓心半角;根據(jù)選擇的磨床和計算出的圓心半角,確定磨床的頭架扳轉(zhuǎn)角度和磨削砂輪的砂輪直徑;根據(jù)確定的頭架扳轉(zhuǎn)角度和砂輪直徑,利用選擇的磨床對待磨削工件進(jìn)行球面磨削。本發(fā)明改變了以往的展成法采用基于砂輪中心線與待加工球面圓弧中心線重合的計算方式,克服了展成法加工時受到老的計算方式所得出的扳轉(zhuǎn)角度及選用砂輪直徑的限制,使用普通磨床即可完成加工;操作便捷、直觀,角度調(diào)整簡單,砂輪選用及修整簡易,且無須借助專用砂輪修整裝置;不需設(shè)計使用專用夾具。
主權(quán)利要求
1.一種內(nèi)外球面磨削方法,用于對具有內(nèi)球面和/或外球面的待磨削工件進(jìn)行球面磨削加工,其特征在于,所述內(nèi)外球面磨削方法包括步驟:獲取待磨削工件的球截面弦長和球面半徑及選擇加工所述待磨削工件的磨床,其中,所述磨床為內(nèi)圓磨床、外圓磨和工具磨床的一種;根據(jù)獲取的所述球截面弦長和所述球面半徑,計算出所述球截面弦長對應(yīng)的圓心半角;根據(jù)選擇的所述磨床和計算出的所述圓心半角,確定所述磨床的頭架扳轉(zhuǎn)角度和磨削砂輪的砂輪直徑;根據(jù)確定的所述頭架扳轉(zhuǎn)角度和所述砂輪直徑,利用選擇的所述磨床對所述待磨削工件進(jìn)行球面磨削。








 豫公網(wǎng)安備41019702003604號
豫公網(wǎng)安備41019702003604號