

 手機資訊
手機資訊 官方微信
官方微信摘要 摘要陶瓷剛玉磨料(也稱為SG磨料)是一類性能優異的新型磨料,在汽車、軸承、刀具、模具等許多領域顯示了很好的應用效果和發展前景。本文介紹了這類磨料的制造技術、應用情況及發展前景。主題...
摘要 陶瓷剛玉磨料(也稱為SG磨料)是一類性能優異的新型磨料,在汽車、軸承、刀具、模具等許多領域顯示了很好的應用效果和發展前景。本文介紹了這類磨料的制造技術、應用情況及發展前景。
主題詞 陶瓷剛玉(SG磨料) 制造技術 性能
1 前言
陶瓷剛玉磨料,是世界上十多年前研制成功的一類新型剛玉磨料。由于其化學組成是Al203,因此也被稱為新型陶瓷氧化鋁磨料。國內外還根據其制備工藝特點稱之為SG磨料,經過近年來的開發應用,這類磨料顯示了非常優越的磨削性能,因而被世界上譽為具有劃時代意義的磨料。這類磨料的生產與應用被認為是世界上磨削加工領域的一大技術成就。本文將對這類磨料的制造技術、磨料性能給予闡述。
2 陶瓷剛玉磨料的制造技術
陶瓷剛玉磨料,是以獨特的陶瓷技術合成的,具有微細晶體結構的高純度剛玉磨料。其典型制造工藝有兩類,一類是采用sol-gel工藝(即溶膠-凝膠工藝)合成并經過燒結制造。具體做法是:先將原料制成水溶膠,然后進行凝膠化,再經過干燥、預破碎、制粒、篩分,使之形成一定的顆粒形狀和尺寸,最后經過煅燒與燒結使之成為高韌性和硬度的磨料。原料可采用軟水鋁石或其它鋁介質,在制造過程中可加入Fe2O3、Al2O3等成核物質。以促進晶核形成和降低晶型轉變溫度。同時還可以加入晶體生長抑制劑(如TiO2、MgO、ZrO2等)以減少晶粒的生長而達到細晶結構。對得到的凝膠體可通過壓制或擠壓而使其成為致密的固體,從而保證其燒結磨料的均勻性。現在世界上多采用這類工藝制備該磨料。另一類是直接將a—Al2O3磨碎、擠壓成型、制粒、干燥、燒結而成。采用這類生產方式的有奧地利太巴客的CCCSK。
現在世界上已有數家企業能生產這類磨料,并形成各自的品牌,具體見表1。
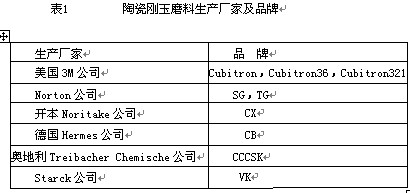
我們已率先在國內研制成功這類磨料,代號為CA。與國外制造工藝相比,我們研究的新型陶瓷剛玉磨料制備工藝過程更簡單、合理,生產效率較高,生產成本較低。在原料處理到制粒、燒結各工序,都具有明顯的創造性和先進性。
3 陶瓷剛玉磨料的特性
陶瓷剛玉磨料的制法與普通剛玉磨料不同,因而它們在結構與性能上也就不大相同。具體表現在如下方面:
(1)顯微結構方面
普通電熔剛玉磨料每顆磨粒中僅含有極少量的單晶體(有時僅為一個單晶體),晶體尺寸在50μm左右或更大。而新型的陶瓷剛玉磨粒每顆磨粒是由成千上萬個亞微米級或微米級的細小品體所組成,磨粒晶體尺寸為普通剛玉磨粒晶體尺寸的1/15~1/200,這些大量的微小磨粒使磨粒具有許多鋒利的切削刃。
(2)韌性方面
由于其顯微結構不同,所以其在磨粒斷裂行為上就有所不同。這種新型陶瓷剛玉磨料表現為沿晶斷裂破壞,而傳統電熔剛玉磨粒多呈現穿晶斷裂破壞,因而新型陶瓷剛玉磨料韌性明顯較普通電熔剛玉磨料高,一般要高1倍左右。幾種磨料的硬度及韌性見表2。

(3)磨損機理和自銳性方面
傳統電熔剛玉磨粒在工作點被磨去后變平鈍化。在磨削力作用下,這些被磨鈍的磨粒不是從磨具上脫落,就是沿晶面穿晶破裂,呈宏觀破碎,磨粒損失較多。而新型陶瓷剛玉磨料的磨粒磨損后破碎時,沿晶界破裂,呈微觀破碎,很少產生宏觀破碎,因而磨粒損失較少,磨損較少,使用壽命較長。新型陶瓷剛玉磨粒的整個磨損過程也是磨粒本身的自銳過程,在有效使用壽命期間。磨粒表面層被磨鈍的微小品粒(即切削刃)在磨削力的作用下從磨粒上逐漸脫落,不斷地暴露出新的微切削刃,使磨粒始終處于鋒利狀態,從而保證了磨具的自銳功能和磨削性能的穩定。因而新型陶瓷剛玉磨料與普通電熔剛玉磨料相比,具有很好的自銳性能和耐磨性能。
關于陶瓷剛玉磨料的磨損狀況,德國亞琛理工大學的Konij教授對這類磨料進行了單顆粒磨粒磨損試驗,并與其它磨料進行了對比,見圖1所示。
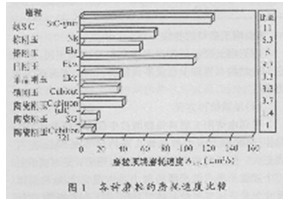
圖1是3種陶瓷剛玉磨料(Cubitron,SG, cubition321)與綠SiC磨料、4種剛玉磨料(Nk,Ekr,Ekw,Ekk)及鋯剛玉磨料(Cubicut)磨削100Cr6鋼時的耐磨耗性實驗結果。此試驗是以磨粒頂端的磨耗速度Arow(μm2/s)來對比它們的耐磨損性的。從圖中可知:陶瓷剛玉磨料(特別是SG和Cubitron321)具有優異的耐磨損性。
由于新型陶瓷剛玉磨料在結構、韌性、磨損特性和自銳性方面具有優良特性,因而在磨削性能方面具有下列優點:
(a)磨粒鋒利,切削能力強,磨削效率高。可進行大切深、大進給、重負荷和高效磨削。據有關試驗,單行程進給量可達O.25mm,金屬去除率可比普通剛玉砂輪高50%以上。
(b)自銳性好,產生的磨削熱少,磨削溫度低,不燒傷工件。
(c)韌性好,磨損小,砂輪形狀保持性好,用于精密磨削和成型磨削,容易獲得較高的尺寸精度及尺寸形狀一致性。
(d)砂輪耐用度高,使用壽命長(可達普通剛玉砂輪的2~10倍),更換頻次少.減少了輔助加工時間和停機時間,有利于使用數控自動機床和實現自動化生產。
(e)砂輪白銳性好,不堵塞,可以保持穩定的磨削性能,因而可以減少修整量(為一般剛玉砂輪的1/2~1/3),可以減少修整次數(可減少80%),延長修整問隔,減少停機時間和輔助加工時間,提高了生產效率。
(f)性能上遠遠優于普通電熔剛玉磨料,價格上遠遠低于CBN和金剛石磨料,而其硬度與普通剛玉磨料相近.所以不需采用特殊磨削設備及修整裝置,不存在CBN和金剛石在磨削設備方面的特殊要求及修整方面的困難,對于磨削液要求也沒有CBN砂輪那樣的特殊要求。因此易于推廣應用。
4 結束語
新型陶瓷剛玉磨料在性能和價格上填補了CBN、金剛石與普通磨料之間的空檔,可代替白剛玉應用于白剛玉所有的磨削應用領域,在某些用途也可以代替超硬材料。因而其既可用于韌性不銹鋼、耐熱合金等難磨削材料方面,也可用于一般材料的精密磨削和高效磨削,在機械制造、汽車、軸承、刀具、模具等許多工業領域有很大的應用潛力。國外有關專家曾預測這類磨料將會取代三分之一的普通氧化鋁磨料。我們認為,雖然這類磨料不一定能發展到普通磨料的生產規模,但它的確對現有磨料的品種是一個有益的補充,并且會發揮較顯著的作用。因此國內應加快這類磨料工業生產及應用進程。我們也正在為此努力。
參 考 文 獻
1李志宏,朱玉梅等.新型陶瓷氧化鋁磨料的研制.研究報告,鄭州工業高等專科學較,1995
2 W.Konig.Th.Ludewig,D.Sol-Cel-Korunde eroffnen neue heis-tunspotentiale,wt-Produktion Management,85(1995)22
3 W.Orhert,Slection and Application of Sl-Gel-abrasives,Tooling production,1998.5









 豫公網安備41019702003604號
豫公網安備41019702003604號