

 手機資訊
手機資訊 官方微信
官方微信摘要 陳永勝黃云湯曹勇摘要:為了擺脫核用鋯管加工技術和設備長期依賴于國外的現狀,重慶三磨海達磨床有限公司聯合重慶理工大學研制出了用于修磨鋯管的首臺國產自動超聲測厚數控砂帶磨床。該設備采用...
陳永勝 黃云 湯曹勇
摘要:為了擺脫核用鋯管加工技術和設備長期依賴于國外的現狀,重慶三磨海達磨床有限公司聯合重慶理工大學研制出了用于修磨鋯管的首臺國產自動超聲測厚數控砂帶磨床。該設備采用了超聲波自動測厚技術,并結合了砂帶磨削技術的優點,高效、精確地實現了鋯管壁厚的自動修磨。
1. 背景
核 燃料包殼作為包容并封裝燃料芯塊的載體,起著避免芯塊受冷卻劑的腐蝕與機械沖蝕、包容裂變產物以及為燃料元件提供結構支撐的作用,它充當了核電站安全的首 道防線的角色。由于核燃料包殼所處的惡劣的工作環境以及特殊的工作要求,從而對包殼材料性能要求很高。鋯合金(該項目中工件材料為Zr-4)因為其熱中子 吸收截面小,感生放射性低,耐蝕性與機械穩定性好,與燃料及裂變產物相容性好等優點,很好地滿足了核電站包殼管對于材料的高要求,從而廣泛應用于壓水堆 中。
包殼管從鋯錠需經熱擠壓、機加工等工序最后加工成管坯成品,再由管坯成品經多道次Pilger軋制、熱處理、除油及酸洗、機加工、無損檢 測等工序最終才制成成品。為了保證經多道次Pilger軋制這一重要工序后,管坯減到成品管規定的尺寸要求,必須將熱擠壓造成的壁厚偏差通過機加工控制合 適的范圍內,這是包殼加工成敗的關鍵之一。
國外核電技術先進國家如美國、日本等目前主要采用超聲測厚、手動控制磨削量的砂帶磨削的方式來保證管坯的壁厚均勻。
在國內,核用包殼管管坯磨削的設備和技術方面進步相對-遲緩,使得核用包殼管管坯長期依賴進口。因此在目前超聲波檢測和數控技術已達到要求的情況 下,2010年重慶三磨海達磨床有限公司聯合重慶理工大學、重慶大學研制出首臺國產自動超聲測厚數控砂帶磨床。該設備對于我國核電事業的發展意義重大。
2.自動超聲測厚數控砂帶磨削方法的提出
包殼管坯的加工工藝因各個廠家而不同,但壁厚修磨是其中必經的重要工序之一。其中主要涉及無損檢測和壁厚修磨兩個關鍵技術。
超聲檢測技術作為現代無損檢測的重要組成部分,因為其具有穿透能力強,指向性好,監測范圍廣等特點,從而普遍應用于探傷、測厚、測流量和液位等方面,至今已發展成為最為廣泛的無損檢測手段。
本項目中涉及的是超聲波在厚度測量方面的運用。原理如1所示,浸于耦合劑水中的超聲波探頭內置晶片經壓電效應產生超聲波,超聲波在水中會產生界面波,然后相繼產生一次、二次回波。一次回波與二次回波之間的時間差t與聲速v乘積就是工件厚度w,即w=vt。
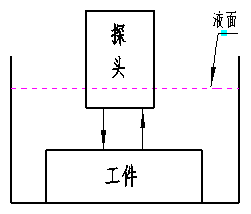
圖1 超聲波測厚原理圖
特別值得注意的是,探 頭必須很好地與空氣隔絕,因為即使少量的空氣存在也會造成超聲波的劇烈發散,使得測量不準,甚至無法測量的情況發生。
砂帶磨削具有磨削、研磨和拋光等多重作用,磨削效率高,磨削表面質量好,磨削工藝靈活性大、適應性強等磨削加工性能,能夠較容易地實現對鋯管外表面的修磨和精整加工。國外核電技術先進國家如美國、日本等目前主要采用砂帶磨削技術對鋯管管坯外表面進行修磨處理。
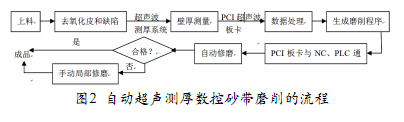
國外壁厚修磨通常采用的是人工在超聲檢測機床上檢測及標記,然后在另一臺機床上人工控制磨削部位及磨削量進行修磨的方式。該方式工序分散,機床占地面積 較大,對操作工人要求較高。“自動超聲測厚數控砂帶磨削”方法就是在這樣的背景下提出的。它綜合運用超聲測厚、砂帶磨削、PLC 和NC技術,依據超聲測厚結果,經相關計算,直接指導磨削過程;一次裝卡完成檢測和壁厚修磨,工序集中,還能避免因為重復定位帶來的誤差。具體的流程如圖 2所示
3. 自動超聲測厚數控砂帶磨床介紹
3.1自動超聲測厚數控砂帶磨床的功能:
該設備依據“自動超聲測厚數控砂帶磨削”方法,結合了砂帶磨削、超聲波測厚以及PLC、NC等技術,采用“軟磨削”方式去除核燃料包殼管坯外表面致密的黑色氧化皮和凸棱等缺陷以及修正管材壁厚不均,以加工出壁厚均勻的包殼管坯。
機床具備自動和手動完成從上料、進料、去氧化皮和凸棱、檢測、修磨、檢測、出料、下料至收料架等功能。系統根據檢測數據(也可人工輔助檢測,)使磨頭自 動定位至需修磨部位,自動進行修磨,也可人工干預修正程序。工件由主、副兩頂尖定位,依靠氣缸頂緊副頂尖從而夾緊工件。為了保證頂緊氣缸松開后工件能從頂 尖順利卸下,所以機床還安裝了專門的卸料機構。工件旋轉運動(繞A軸)由交流伺服電機驅動主軸(包含主頂尖)來實現,磨頭沿工件軸向(X軸)運動由另一交 流伺服電機驅動。整套設備由Siemens數控系統控制,能實現管材的X軸和A軸的精確定位,以及A和X軸的聯動。該機床適用于大批量外圓磨削,其磨削方 式為縱向磨削, 磨削長度范圍2500mm~5500mm,加工直徑范圍為Ф60-Ф90mm。
3.2自動超聲測厚數控砂帶磨床的機械結構:
設備主要由上料機構、下料機構、輔助浮動托輪機構、工件旋轉伺服驅動機構、尾座、床身、磨頭、磨頭移動伺服驅動機構、超聲波壁厚在線檢測系統、輸送輥 道、冷卻過濾循環系統、數控控制系統及氣動系統組成。圖3所示為機床在寶雞某企業車間現場的圖片,圖中所示為機床床身部分。

圖3 機床床身
3.3磨頭機構
磨頭是該機床的核心部件之一,起著去除多余材料,保證工件表面質量的作用,其結構與一般砂輪磨頭差異較大。磨頭結構如下圖4所示
磨頭由驅動電機、接觸輪、張緊機構、 鉸鏈機構、浮動抬刀機構、磨頭移動機構、主軸等組成。磨頭驅動電機通過V型帶驅動磨頭主軸旋轉,使接觸輪帶動包絡在其上的砂帶高速旋轉來磨削工件。張緊機 構靠氣缸力將砂帶張緊,工作時如果砂帶跑偏可用調偏機構調砂帶位置防止跑偏,鉸軸機構聯結主軸座與磨頭體,以使主軸座可繞鉸軸旋轉,重力平衡機構靠拉簧支 撐磨頭,讓磨頭可繞鉸軸旋轉浮動,保持磨削力的恒壓,磨削完后抬刀氣缸將磨頭主軸抬起。
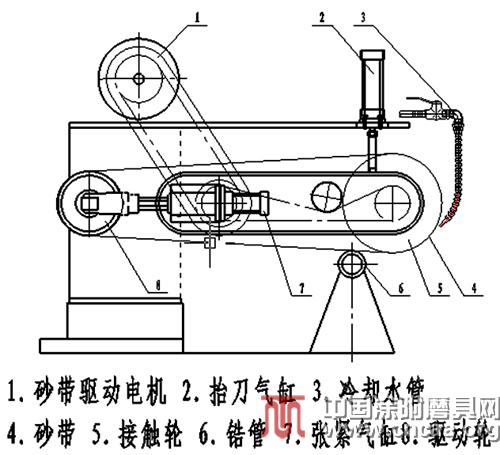
圖4 磨頭結構示意圖
磨頭的磨削量,通過限制磨頭最低磨削點進行控制。砂帶更換只需操作控制閥控制張緊氣缸的張、緊即可,操作方便快捷。
3.4超聲波在線檢測部分
超聲波在線檢測部分相當于整個設備的“眼睛”,起著測量工件壁厚從而為自動修磨提供磨削參考數據的作用。檢測部分使用超聲波水浸聚焦探頭,并采用專門的超聲波PCI板卡與機床NC系統進行通信。
超聲波PCI 卡控制程序UTMonitor主界面如圖5所示,圖中前三個完整波形分別為界面波、一次回波、二次回波。該界面可進行聲速、增益、收發方式、掃查范圍等參 數的設置。該程序將檢測結果分三種形式給出,其一是以圖6所示的壁厚偏差三維分布圖,橫坐標是探頭相對工件在X軸原點的位置,縱坐標是探頭相對工件A軸零 點的位置;其二是以記事本的方式將數據存儲.方式一用不同顏色表示該區域壁厚偏差值的大小,該方式直觀清晰,但不能定量;而方式二則能定量地將偏差值記錄 下來,便于后續數據比較和處理。 采集的數據經過相關的數據處理自動生成相應的磨削程序 。
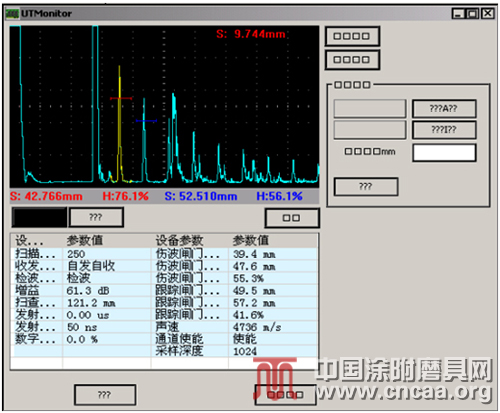
圖5 PCI卡控制程序UTMonitor主界面
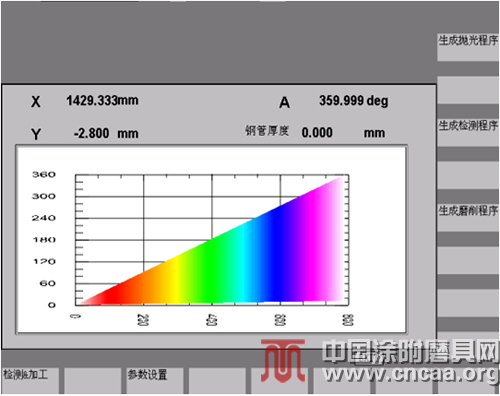
圖6 壁厚偏差三維分布圖
由于需要一次裝夾完成檢測和磨削,為了實現自動化,提高生產效率,所以該機床采用了超聲波探頭部分水浸的方式。但是 耦合劑的密封以及消除空氣影響是面向管件的部分水浸方式的難題,為此專門研制的連接塊很好地解決了該問題,保證了檢測的可能性和精度。此外還可以通過更換 不同尺寸連接塊可實現對多尺寸管坯的測量,從而擴展了機床加工范圍。
4.核燃料包殼管坯磨削試驗
用于本實驗的管坯長3m,最大外徑為Ф89mm,內徑為Ф69mm的毛坯管(如圖7所示),最終成品管的要求為鋯管截面每處的壁厚公差范圍在±0.15mm,表面粗糙度Ra≦1.6μm。

圖7 包殼管坯磨削前
該管在修磨之前經過熱擠壓,使得管表面形成一層致密的、高硬度、黑色薄氧化皮和若干沿管長度方向的連續凸棱,因此自動修磨之前需要用去除量較大的粗粒度砂帶拋光,以提高生產效率。
經自動檢測和修磨后,測得管件每處的壁厚都保證在±0.15mm內,表面粗糙度Ra最大值小于1.6μm,砂帶線速度為10m/s時機床磨削量約為0.6mm/20min。圖8所示為修磨后的包殼管坯。
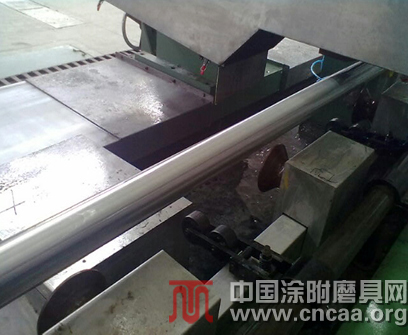
圖8 包殼管坯磨削后
5.結論
該設備是重慶 三磨海達磨床有限公司研制的國內第一臺具有自主知識產權的核燃料包殼管坯壁厚修磨機床,通過結合超聲波測厚、砂帶磨削和數控技術,高效、精確地實現了核燃 料包殼管坯壁厚的自動修磨。實踐表明,經機床修磨后,包殼管坯表面粗糙度和壁厚偏差都完全符合相關技術要求。該磨床的成功研制表明我國已完全打破了國外對 此類裝備的技術壟斷,有助于加快實現核電用Zr-4合金管材完全國產化加工的步伐,從而擺脫了我國核電發展長期依賴國外的尷尬局面,一定程度上促進了我國 核電事業的進一步發展。
作者簡介:
黃云(1962-),男,現任重慶三磨海 達磨床有限公司總經理、全國金屬切削機床標準化委員會磨床分技術委員會砂帶磨削機床工作組組長、中國機械工程學會生產工程分會磨粒技術委員會副主任等職 務。20余年來為促進了砂帶磨削加工技術的應用與推廣做出了重要的貢獻。2010年11月當選為中國機床工具工業協會涂附磨具分會專家委員會委員。
陳永勝(1988—),男,重慶大學碩士研究生,主要從事自動超聲測厚技術在數控砂帶磨床中的應用
湯曹勇(1987—),男,重慶大學碩士研究生,主要從事核用鋯管砂帶磨削機理研究








 豫公網安備41019702003604號
豫公網安備41019702003604號