

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 磨削時(shí)所用的砂輪是由磨粒、結(jié)合劑和氣孔組成的。若用Pa、Pb及Pp分別代表磨粒、結(jié)合劑和氣孔體積所占砂輪體積的百分率,則有:制造砂輪時(shí),調(diào)整磨粒、結(jié)合劑和氣孔體積的百分率,就會得到...
磨削時(shí)所用的砂輪是由磨粒、結(jié)合劑和氣孔組成的。若用Pa 、Pb及Pp分別代表磨粒、結(jié)合劑和氣孔體積所占砂輪體積的百分率,則有:
制造砂輪時(shí),調(diào)整磨粒、結(jié)合劑和氣孔體積的百分率,就會得到不同性能的砂輪。
制造砂輪用的磨粒晶體的生長機(jī)理不同,制粒過程的破碎方法也不同,且磨粒的形狀是很不規(guī)見的。另外,由于砂輪結(jié)構(gòu)和制造工藝方面的原因,磨粒在砂輪中的位置分布是隨機(jī) 的。因此,與其他加工方法相比,磨削有很多獨(dú)特的特點(diǎn)。
1.砂輪表面上同時(shí)參加切削的有效磨粒數(shù)不確定
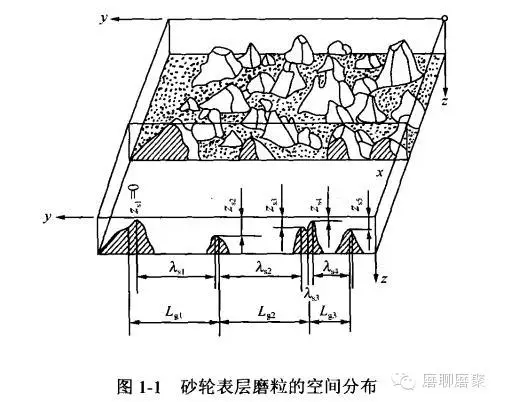
圖1-1給出了砂輪表層磨粒的空間分布。圖中,xy坐標(biāo)平面即為砂輪外層工作平面,沿平行于yz坐標(biāo)平面所截取的磨粒輪廓圖即為砂輪工作表層的磨粒形貌圖。從該圖中可以看出砂輪磨刃間距λS及磨刃尖端距砂輪表面的距離ZS均不一定相等,因此在磨削過程中,有的切削刃是有效的,而有的切削刃是無效的;即使是有效切削刃,其切削截面積的大小也不相同。
2.砂輪上的磨刃前角為負(fù)值,形成負(fù)前角切削
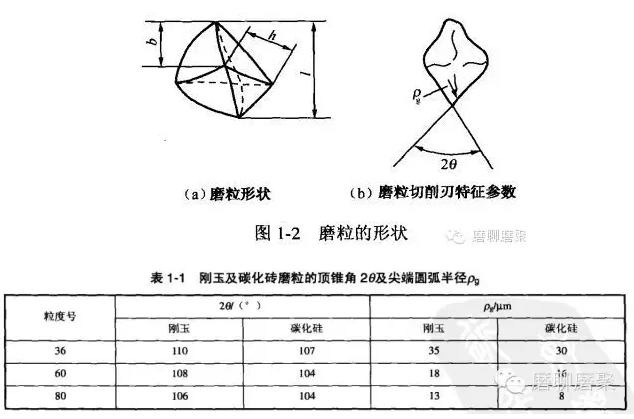
磨粒的形狀是很不規(guī)則的,如圖1-2所示,磨粒切削刃特征可用頂錐角2θ及尖端圓弧半徑ρg表示,它們與磨粒尺寸b的大小有關(guān)。實(shí)際上,每顆磨粒有多個(gè)頂尖,因而有多個(gè)頂錐角,按統(tǒng)計(jì)規(guī)律頂錐角在80°~145°之間變動。剛玉及碳化硅磨粒的頂錐角2θ及尖端圓弧半徑ρg如表1-1所示。磨粒磨刃前角的大小與頂錐角有關(guān)。
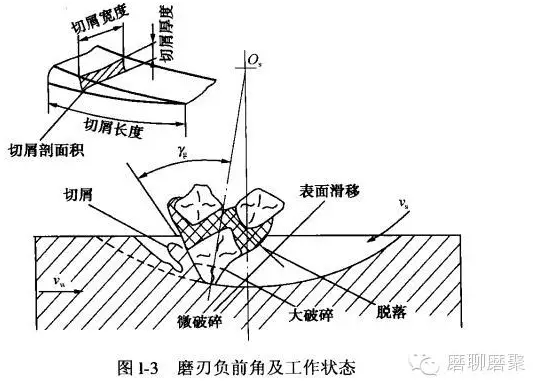
磨粒的形狀及它在砂輪表面上所處的位置和方向決定了磨刃的幾何參數(shù)。砂輪上的磨刃前角γg為負(fù)值,如圖1-3所示。一般γg=-60°~-15°。根據(jù)Opitz H.等人的研究結(jié)果知,剛玉砂輪經(jīng)修正后的平均磨刃前角γg=-80°,經(jīng)過一段時(shí)間的磨削后(單位寬度金屬切除體積Vw=500mm³/mm),由于機(jī)械和熱磨損的緣故,磨刃前角的平均值γg=-85°,且磨刃前角的分布范圍減小,如圖1-4所示。負(fù)前角切削將產(chǎn)生嚴(yán)重的塑性變形,會改變法向磨削力Fn和切向磨削力Ft的比例關(guān)系。磨削難加工材料時(shí),磨削力比Fn/Ft=2~3,而車學(xué)的Fn/Ft值在0.5左右。
3. 切屑尺寸很小,單位磨削力很大
一顆磨粒切下的切屑體積很小,切屑厚度大約為10-4~10-2mm,切下的切屑體積也不過為10-5~10-3mm³。根據(jù)尺寸效應(yīng)原理知,在磨粒切削厚度非常小的情況下,單位磨削力很大。磨削鋼料時(shí),單位磨削力約為70000~ 200000MPa,而其他切削加工方法的單位切削力均在7000MPa以下。
4. 磨削溫度很高,易產(chǎn)生磨削燒傷
磨削時(shí),砂輪速度vS很高,一般為20~40m/s,高時(shí)可達(dá)80~120m/s。磨粒與被磨材料的接觸時(shí)間很短,約為10-6~10-4s,所產(chǎn)生的磨削熱會使磨削區(qū)形成高溫(約為400~1000℃),因而工件表面易燒傷,并且因熱應(yīng)力和相變應(yīng)力會使被磨表面的極薄層產(chǎn)生很大的殘余拉應(yīng)力。
5.砂輪有自銳作用
在磨削過程中,磨鈍的磨粒在磨削力的熱沖擊的作用下,會發(fā)生微破碎及大的破碎(如圖1-3所示),從而形成新的刃口,還可能發(fā)生磨粒脫落,使新的磨粒裸露出來。這種不斷更新磨粒切削刃的作用叫做自銳作用。磨削時(shí),由于自銳作用沿砂輪表面大體是一致的,所以砂輪表面形狀沒有什么變化,這與其他切削方法顯著不同。在磨削過程中,只有當(dāng)砂輪特性參數(shù)選擇合適時(shí)才會出現(xiàn)砂輪自銳。當(dāng)砂輪過軟時(shí),磨粒脫落過快,砂輪損耗嚴(yán)重,外形精度破壞;當(dāng)砂輪過硬時(shí),不但磨粒頂部有較大的磨損平面仍不會破碎和脫落,而且會發(fā)生砂輪堵塞的情況,使磨削過程惡化,磨削質(zhì)量變差。








 豫公網(wǎng)安備41019702003604號
豫公網(wǎng)安備41019702003604號