

 手機資訊
手機資訊 官方微信
官方微信摘要 摘要在工件表面用噴涂方法形成陶瓷涂層,可以顯著改善其性能。但是由于陶瓷噴涂層的硬脆特性,難以進行精密加工。本文引入金屬基超硬磨料砂輪在線電解修整(ELID)技術(shù),對陶瓷噴潦層進行精...
摘要 在工件表面用噴涂方法形成陶瓷涂層,可以顯著改善其性能。但是由于陶瓷噴涂層的硬脆特性,難以進行精密加工。本文引入金屬基超硬磨料砂輪在線電解修整(ELID)技術(shù),對陶瓷噴潦層進行精密鏡面磨削的實
驗研究。結(jié)果表明,該技術(shù)加工精度高、表面質(zhì)量好,極具應用前景。
主題詞 噴涂層 精密鏡面磨削 金屬基超硬磨料砂輪 在線電解修整(ELID)
0 引言
現(xiàn)代技術(shù)的發(fā)展對材料性能提出了越來越高的要求,特別是對零件表面往往有特殊的要求,如耐磨損、耐高溫、耐腐蝕等。對性能要求很高的零部件來說,如果整體鑄造或鍛造比較昂貴的金屬材料,不僅工藝復雜,而且造價很高。而采用噴涂方法.通過在普通材料表面上噴涂強化層、保護層或裝飾層等各種功能涂層,使其實現(xiàn)耐磨、防腐、抗高溫、耐氧化、隔熱絕緣、導電和防微波輻射等功能特性,可以在滿足性能要求的同時延長零件壽命、節(jié)約材料和能源、大大降低成本。因此噴涂技術(shù)作為一種綜合性很強的工藝,廣泛應用于汽車、造船、水泵、石油、礦山、農(nóng)機、飛機及宇航等工業(yè)部門。
隨著噴涂技術(shù)的不斷發(fā)展和完善,可用于噴涂的材料越來越多,除了金屬和臺金外,還有陶瓷、塑料、非金屬礦物以及復臺材料等。其中陶瓷噴涂層以其良好的耐磨、耐腐蝕和耐高溫氧化等性能而得到越來越多的應用。但是由于其自身的結(jié)構(gòu)特點,使得對其進行精密加工比較困難。
金屬基超硬磨料砂輪在線電解修整(ELID)超精密鏡面磨削技術(shù)是日本理化學研究所大森整博士八十年代末期開發(fā)的超精密加工新技術(shù),是對超精密磨削加工技術(shù)的重大改進。該方法可用于加工各種金屬和非金屬硬脆材料,適用性廣泛,而且由于可以采用微細粒度砂輪,加工后的表面粗糙度Ra值可達納米級。應用ELID鏡面磨削技術(shù)對陶瓷噴涂層進行精密加工,將為高硬度涂層的精密加工開辟一種新的途徑。
1 陶瓷噴涂層加工特點
噴涂是采用噴槍將特殊的低熔點臺金粉末高溫高速噴灑到經(jīng)過清理的工件表面,依靠合金粉末的物理化學反應,與基體金屬產(chǎn)生原子擴散結(jié)合,從而獲得牢固的噴焊層。合金粉末噴灑后不需進行重新熔化,整個噴涂過程保持低溫,零件溫度低于250℃。所以,涂層與基體表面以機械結(jié)合為主,冶金結(jié)合比較微弱。特別是對于陶瓷噴涂層,由于硬度高、脆性大而韌性差,兼具了高強度鋼、高溫合金與淬硬鋼的性能,故而表現(xiàn)出加工溫度高、刀具耐用度低、涂層易剝落等特點,給精密加工帶來了極大困難。為滿足工業(yè)發(fā)展口益增長的加工要求,探索陶瓷噴涂層精密加工的新途徑已成為一項重要課題。
2 ELID磨削的基本原理
目前.陶瓷噴涂層的精密磨削,采用金屬結(jié)合劑超硬磨料(金剛石、CBN)砂輪是比較理想的。這是因為超硬磨料的硬度高、耐磨性好,而金屬結(jié)合劑(青銅、鑄鐵等)的結(jié)合強度高,導熱性能好,與磨料的結(jié)合牢固.能夠充分發(fā)揮超硬磨料的切削性能,特別適合硬脆材料的高效精密磨削。但這些砂輪的致命弱點是修整困難,用傳統(tǒng)的機械修整方法效率很低,而且很難使砂輪表面處于理想磨削狀態(tài)。
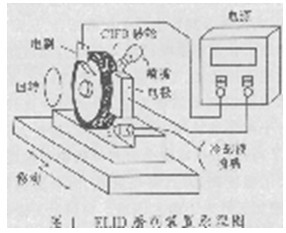
ELID磨削技術(shù)的出現(xiàn)解決r上述難題,它的基本原理是利用金屬基砂輪導電和可電解的特性,用在線電解的方法對砂輪表面的結(jié)合劑進行去除,而磨粒本身不會被電解破壞,從而實現(xiàn)對砂輪表面的修整,如圖1所示。砂輪通過電刷接電源的正極,根據(jù)砂輪的形狀制造一個導電性能好的電極接電源的負極,電極與砂輪表面之間有一定的間隙。從噴嘴中噴出的具有電解作用的磨削液進入電極和砂輪表面之間的間隙,在修整電源作用下,砂輪鑄鐵結(jié)合劑作為陽極被電解,使砂輪中的磨粒露出表而,形成一定的出刃高度和容屑空間。隨著電解過程的進行,在砂輪表面逐漸形成一層鈍化膜,抑制電解過程繼續(xù)進行,使砂輪損耗不致太快。當砂輪表面的磨粒磨損后,鈍化膜被工件材料刮擦去除,電解過程繼續(xù)進行,對砂輪表面重新進行修整,上述過程重復進行。上述過程是一個動態(tài)平衡的過程,既避免了砂輪過快消耗,又能自動保持砂輪表面的磨削能力,通過調(diào)整電解參數(shù)(電壓和電流)和磨削參數(shù).可以對電解修整進程進行在線調(diào)控,從而實現(xiàn)穩(wěn)定的接近理想狀態(tài)的磨削過程。
3 ELID磨削的實驗條件與實驗結(jié)果
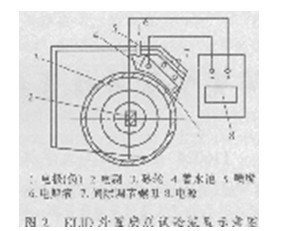
為了進行陶瓷噴涂層的精密磨削加工的實驗研究,采用自行開發(fā)的外圓ELID鏡面磨削實驗裝置,其示意圖如圖2所示。實驗中使用的修整電源是自行研制的ELID磨削專用高頻脈沖電源,電源輸出電壓為0~1.40V,電流O~10A,脈沖頻率0~500kHz.磨削液使用自行研制的專用磨削液。由于ELID磨削的磨削液兼作電解液,因此,使用堿性水溶型磨削液,除添加防銹劑,鈍化劑、極壓添加劑,合成潤滑劑外,尚需一定數(shù)量的無機鹽,以使磨削液具有電解能力,其它實驗條件如下:
砂輪:鑄鐵結(jié)合劑金剛石砂輪,直徑240mm,寬度
10mm,磨料層厚度5mm,粒度W5。
主軸轉(zhuǎn)速:1500轉(zhuǎn)/分。
工件材料:Al2O3陶瓷噴涂層試件,工件直徑
45mm。
工件轉(zhuǎn)速:30~100轉(zhuǎn)/分。
應用ELID外圓磨削裝置對Al2O3陶瓷噴涂層進行磨削實驗時,首先對砂輪進行電火花精密整形,消除砂輪的圓度和圓柱度誤差,使微細磨料盡可能等高地分布在砂輪表面上。然后進行電解預修銳,在砂輪表面形成充分的氧化膜,時間大約30分鐘。接著進行在線電解動態(tài)磨削階段。磨削完畢后,切斷電源依靠砂輪表面的氧化膜對工件光磨30分鐘。
采用日本Kosaka Laboratory Ltd.公司制造的SE-3H型輪廓儀進行表面粗糙度檢測,其中微觀尺寸放大倍數(shù)V=20000,走紙方向放大倍數(shù)H=20,采樣長度R。=O.25mm,測量長度L=2.5mm。磨后工件達到RaO027μm。磨削效果及測量曲線如圖3所示。
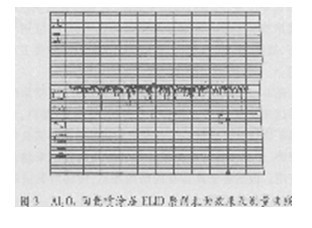
分析圖3的測量曲線,可以看出檢測曲線抖動劇烈,在某些地方出現(xiàn)不連續(xù)的現(xiàn)象。這主要是由于噴涂層材料在結(jié)構(gòu)和性能上與普通致密材料有較大的差別。從原理上講,噴涂是利用熱源加熱噴涂材料,將熔化或接近熔化狀態(tài)的粒子霧化,噴射并沉積在基材表面上,從而形成特殊表面層。因此涂層的組織是由熔融粒子強烈變形和高速結(jié)晶堆砌所形成的層狀結(jié)構(gòu),在噴涂粒子間的表面接觸區(qū)內(nèi)會出現(xiàn)疏松和微孔,因此涂層的密度和強度低于致密材料。對陶瓷涂層來說,涂層顆粒與基體表面的結(jié)合形成主要為機械結(jié)合,因此涂層比較脆弱,在外力沖擊和應力作用下容易發(fā)生脆性斷裂和脫落。因
此在磨削過程中易出現(xiàn)局部剝落和微崩現(xiàn)象,磨削表面質(zhì)量也不均勻.所以檢測曲線上表現(xiàn)出抖動劇烈.甚至不連續(xù)情況。因此要提高涂層表面磨削質(zhì)量,必須從兩方面著手,一是提高涂層結(jié)合強度和致密性,盡量減少疏松和微孔;另一方面是優(yōu)化磨削參數(shù),改善磨削條件,采用更高精度的磨床、更綱粒度的砂輪等。
4 結(jié)論
通過對Al2O3陶瓷噴涂層ELID磨削實驗的研究
及分析,得出以下結(jié)論:
(1)用金屬基金剛石砂輪和在線電解修整(ELID)精密磨削技術(shù)對硬脆材料進行精密磨削加工可以得到很好的效果,磨削表面粗糙度很低,是陶瓷噴涂層精密加工的一種新途徑,具有很好的推廣價值和應用前景。
(2)由于噴涂層材質(zhì)不均勻、不致密,表面各點磨削質(zhì)量是不均勻的,因此要得到更高的磨削表面質(zhì)量,既需要提高涂層結(jié)合強度和致密性,又要改善磨削條件。








 豫公網(wǎng)安備41019702003604號
豫公網(wǎng)安備41019702003604號