

 手機資訊
手機資訊 官方微信
官方微信摘要 摘要針對電鍍砂輪制造過程中存在的磨粒等高性不好的問題,采用白剛玉油石對其進行修整。通過選擇合理的修整參數,使得砂輪和油石的相互作用力控制在一定的范圍內,實現突出高度較高,結合強度差...
摘要 針對電鍍砂輪制造過程中存在的磨粒等高性不好的問題,采用白剛玉油石對其進行修整。通過選擇合理的修整參數,使得砂輪和油石的相互作用力控制在一定的范圍內,實現突出高度較高,結合強度差的磨粒的去除;而對等高性較好,結合強度較高的磨粒影響不大,從而達到修整的目的。為了對修整效果進行評價,采用激光掃描方法得到修整前后砂輪的地貌,并根據地貌的不同特征分析和驗證修整效果,重點關注磨粒出刃高度和等高性。
關鍵詞 電鍍CBN砂輪 修整效果 剛玉油石 砂輪地貌
電鍍超硬磨料砂輪具有磨削比高、鋒利性好、結合強度高、成本低等特點,主要用于難加工材料的精密高速、超高速磨削加工[1]。電鍍砂輪一般只有一層磨粒,所以不太適合修整,通常只能通過坯體的制造精度和鍍層控制來保持其精度。由于不能在機修整,可實現的磨削精度難以提高。
根據砂輪在磨削過程中去除工件材料的機理,最先參與磨削的是砂輪上的最高點,如果砂輪在制造過程中高點較少,則極易產生砂輪鈍化。尤其針對結合強度較高的電鍍砂輪,高點在較小的磨削力的作用下很難去除掉,直到鈍化后產生了較大的磨削力,高點才有可能去除。而此時磨削溫度已經很高,易于引起工件磨削表面的燒傷,降低磨削表面質量。所以,在采用電鍍砂輪磨削之前應該盡可能的使較多的磨粒高點在同一尺寸范圍內,從而使得盡可能多的磨粒參與磨削,減小磨削力并降低磨粒的鈍化速度。國產的電鍍砂輪主要采用外鍍法制造[2],其磨粒的突出高度存在圈套的差異,尤其存在少量的突出高度較高的磨粒,它們的存在大大降低了砂輪的磨削性能,應該在磨削加工之前通過修整環節盡量多的去除突出高度較大的少量磨粒,盡量保持磨粒的等高性。
針對以上電鍍砂輪存在的問題,國內外很多學者在金屬結合劑砂輪的修銳方面做了大量的研究,提出了許多先進的修整工藝和方法,如ELID修銳[3]、電火花修銳[4]以及激光修銳等。這些方法對于提高電鍍砂輪的磨粒突出高度、增大容屑空間和提高砂輪的磨削效率等方面具有重要意義,但對于提高磨粒的等高性方面作用不大,而且這些方法較為復雜,成本較高,不太容易實現工程應用。本文探討了采用剛玉油石進行電鍍CBN砂輪修整的可行性和效果,分析了油石對于電鍍砂輪表面磨粒“高點”的去除機理,并通過修整前后砂輪地貌的測量結果驗證以上分析結論。
1電鍍砂輪修整機理分析
電鍍砂輪由于其工藝上的特點,CBN磨粒在砂輪表面的分布不均勻,且鍍層金屬對磨粒的包裹高度也有較大差異。主要原因是砂輪自身表面凸凹不平,在電鍍過程中各區域放電能量不同,針對磨粒的結合強度也不相同,易產生如圖1所示的效果。
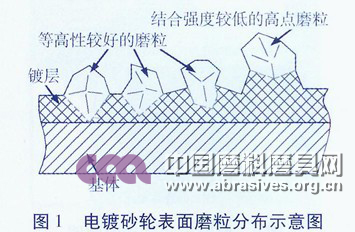
針對圖1所示電鍍后的砂輪表面,需要進行修整去除結合強度較低的高點后,砂輪的磨削性能才具有一定的持久性,否則極易引起少量高點參與磨削,造成磨削力過大、磨削溫度過高而產生磨削燒傷等不良后果。突出的高點被結合劑包裹的高度較小,相應的結合強度較低,所以采用油石與電鍍砂輪對磨時產生的一定大小的磨削力去除突出較高的磨粒,從而提高電鍍砂輪的等高性是可行的。
鍍層金屬和磨粒以及和砂輪基體之間并不是化學冶金結合,而是鍍層金屬對磨粒的包裹鑲嵌作用,因而把持力相對較小。在電鍍砂輪與油石相互作用時,作用力可以分解為法向作用力和切向作用力,根據已有修整力實驗結果,切向修整力起主要作用,所以選擇合理的修整參數范圍,使得產生的修整力在一定的范圍內,可以修整掉突出高度較高、結合強度較小的磨粒,但修整力不足以去除等高性較好、結合強度高的磨粒,從而達到電鍍砂輪修整的目的。
2修整及地貌測量實驗
修整實驗所采用的砂輪為10mm直徑電鍍CBN砂輪。國產電鍍砂輪工藝不夠成熟和穩定,磨粒的等高性較差,如果不進行修整而直接用于磨削加工,則易產生較大的磨削力和高的磨削溫度,砂輪的磨削性能較差。工程應用中應該采用效率較高且性能可靠的方式進行電鍍砂輪修整。因此,根據上述的修整機理選擇普通磨料油石對超硬磨料電鍍砂輪進行修整,本修整實驗所采用的是白剛玉油石。
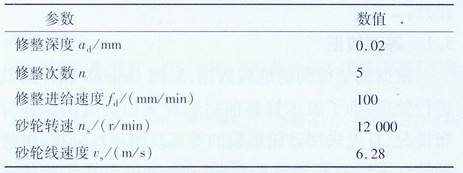
根據電鍍的參數和已有的修整實驗成果設定實驗參數,單次修整深度為磨粒平均直徑的1/10,這樣可以得到大小適中的修整力,從而達到去除砂輪上的高點而提高電鍍砂輪等高性的目的。修整實驗所采用的修整參數如表1所示。
表1 電鍍砂輪修整實驗參數
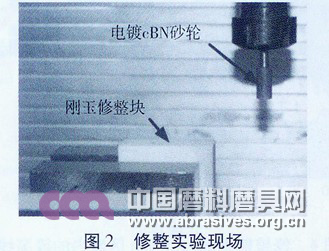
修整實驗在課題組自主研發的三軸立式磨削實驗平臺上進行,機床主軸最高轉速為15000r/min,修整實驗采用的磨削液為10%水基乳化液,修整實驗現場如圖2所示。

3實驗結果及分析
對修整前后電鍍砂輪上幾乎相同區域內砂輪地貌進行測量,通過上述合理的測量參數得到砂輪地貌的數據點文件并對其進行分析處理,主要通過的修整前后砂輪的地貌等高線圖、沿砂輪軸向的輪廓線和圓周方向的輪廓線圖,以及三維地貌的統計特征進行評判。
3.1等高線圖
根據測量得到的地貌數據,采用Origin8軟件對其進行處理,為了表示修整前后磨粒突出高度的總體分布情況,首先采用砂輪地貌的等高線圖進行分析,電鍍砂輪在采用油石修整前后的三維地貌等高線圖如圖4、圖5所示。

根據等高線圖可以得到,修整后其磨粒高點的分布在軸線方向表現出更大的一致性,同時接近最高點部分面積較大,表明沿著電鍍砂輪的圓周方向磨粒的等高性得到改善。而修整前高點的分布則很不均勻,說明油石修整對于去除電鍍CBN砂輪的高點具有一定的效果。

3.2輪廓圖
為了對油石修整前后電鍍砂輪的地貌特征進行進一步的分析和驗證,針對測量數據采用Origin軟件繪制了不同截面內磨粒突出高度的分布曲線,主要關注的是沿著砂輪圓周和砂輪軸線兩個方向,分析結果如圖6、圖7所示。鑒于砂輪表面磨粒分布的隨機性特征,驗證采用修整前后兩個方向上輪廓曲線的統計特征。

根據修整前后砂輪地貌的輪廓圖可以得到,沿著軸線方向磨粒的突出高度在油石修整后明顯變化趨于平緩,在2.5mm的范圍內一致性較好,基本保持在0.1mm的范圍之內(80#砂輪的平均磨粒直徑約為0.2mm),為磨粒平均直徑的50%左右。而在修整前,沿著軸線方向的輪廓變化幅度較大,已經超過0.15mm范圍,一致性較差,說明有突出高度較高的磨粒存大,主要還是因為電鍍砂輪制造的問題。同樣,通過沿著圓周方向的輪廓也可以看到,修整后的輪廓更加接近圓,其“圓跳動”要遠小于修整前的值。所以通過輪廓圖可以進一步說明油石修整對于改善電鍍CBN砂輪的磨粒等高性具有比較明顯的效果。
3.3三維地貌對比
為了對油石修整在提高電鍍砂輪等高性方面的作用做更加直觀的說明,繪制了修整前后的三維地貌,分別如圖8、圖9所示。

通過圖8、圖9所示的修整前后電鍍砂輪三維地貌對比圖可以直觀地得到油石的修整效果。在同樣是0.1mm的高度范圍內,修整后的三維地貌更加平整,尤其在接近最高點附近,因為在最高點附近所測得的磨粒高度最接近真實的突出高度,修整后接近最高點的三維地貌要比修整前的地貌平整。
3.4地貌評價指標定量分析
根據已經提出的評價指標[6]對電鍍砂輪修整前后磨粒出刃高度和等高性進行統計分析,分析結果如表2所示。其中出刃高度增大8%,等高性46%,修整對于改善電鍍砂輪的等高性影響較大。
表2 修整前后結果對比

根據砂輪地貌評定指標的分析結果可以看出油石修整法對于提高電鍍砂輪的等高性作用比較明顯,同時對于鍍層金屬結合劑具有一定的去除作用,可以增大電鍍CBN砂輪的出刃高度。
4結論
(1) 根據電鍍砂輪的結構特性分析了剛玉油石去除電鍍砂輪磨粒高點以增加磨粒等高性的可行性。合理的修整參數的選取可以實現電鍍砂輪的修整。
(2) 通過修整前后砂輪地貌的測量結果分析可以知道,在本文所選擇的修整參數下,電鍍砂輪的修整效果是比較明顯的,其中等高性提高46%,出刃高度也有8%的提高,對于改善電鍍CBN砂輪的磨削性能具有重要意義。
參考文獻:
[1] 莊司克雄.磨削加工技術[M].郭隱彪,王振忠.北京:機械工業出版社,2007:33-34.
[2] 李兆高.外鍍法金剛石修形滾輪與齒形修復[J].精密制造與自動化,1984(2):51-55.
[3]SANCHEZ J A,POMBOA I,CABANES I,et al.Electrical discharge truing of metal-bomded CBN wheels using single-point electrode[J].Intermational Journal of Machine Tools Manufacture,2008,48:362-370.
[4] 賈妍,蔡蘭蓉,胡德金.表面放電輔助修整金屬基金剛石砂輪的溫度場分析和放電參數優化[J]。中國機械工程,2008,15(19):1769-1773.
[5]HOSOKAWA A,UEDA T,YUNOKI T.Laser dressing of metal bonded diamond wheel[J].CIRP Annals,2006,55(1):329-332.
[6] LIU J, CHEN W Y,CHEN F.Three-dimensional wheel topography measurement with laser triangulation[J].Key Engineering Materials,2012,499:384-389.
作者簡介
劉佳(1985年),男,北京航空航天大學在讀博士,主要從事航空合金精密高效切削、磨削技術研究。









 豫公網安備41019702003604號
豫公網安備41019702003604號