

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 為了研究磨削工藝參數(shù)對SiC材料磨削質(zhì)量的影響規(guī)律,利用DMG銑磨加工中心做了SiC陶瓷平面磨削工藝實(shí)驗(yàn),分析研究了包括主軸轉(zhuǎn)速、磨削深度、進(jìn)給速度在內(nèi)的磨削工藝參數(shù)對工件表面粗糙度的影響。結(jié)果表明:工件表面粗糙度隨著主軸轉(zhuǎn)速的增加而減小,隨著磨削深度和進(jìn)給速度的增加而增加。在粗糙度工藝試驗(yàn)的基礎(chǔ)上,以表面粗糙度最小為目標(biāo)優(yōu)選一組磨削工藝參數(shù),進(jìn)行了小口徑SiC陶瓷非球面磨削實(shí)驗(yàn),獲得了較低的表面粗糙度值(0.5150μm)和較小的面形精度誤差(4.668μm)。
關(guān)鍵詞 SiC;磨削;表面粗糙度;面形誤差
在現(xiàn)代高科技領(lǐng)域的光學(xué)電子技術(shù)中,光學(xué)元件是必不可少的,特別是非球面光學(xué)元件。與球面光學(xué)零件相比,非球面光學(xué)零件能夠獲得更好的成像質(zhì)量,在光學(xué)系統(tǒng)中能夠很好的矯正多種相差,改善成像質(zhì)量,提高系統(tǒng)鑒別能力。它能以一個(gè)或幾個(gè)非球面器件代替多個(gè)玩耍零件,從而簡化儀器結(jié)構(gòu),降低成本并有效的減輕儀器重量,從而簡化化妝品結(jié)構(gòu),降低成本并有效的減輕儀器重量,大大提高光電儀器的使用性能[1,2]。中小型非球面零件常用的制造方法為模壓成型法,因此要實(shí)現(xiàn)非球面的成型,首先要制造出高精度非球面超精密模具。非球面零件模壓成型模具的加工精度成為精密超精密加工領(lǐng)域中的一個(gè)關(guān)鍵性技術(shù)難題。
碳化硅材料具有較高的彈性模量,適中的密度,較小的熱膨脹系數(shù),較高的導(dǎo)熱系數(shù)和耐熱沖擊性。具有高的比剛度及高的尺寸穩(wěn)定性等一系列優(yōu)秀的物理性質(zhì)[3,4]。因此,SiC材料如何獲得更好的加工質(zhì)量,如何實(shí)現(xiàn)SiC陶瓷等硬脆材料微細(xì)模具的高精度、高效率的加工和制造,成為國內(nèi)外學(xué)者們研究的方向。通過磨削工藝實(shí)驗(yàn)分析研究了磨削工藝參數(shù)(主軸轉(zhuǎn)速、磨削深度、進(jìn)給速度)對SiC陶瓷工件表面粗糙度的影響的變化規(guī)律,并以表面粗糙度最小為目標(biāo)優(yōu)選磨削工藝參數(shù)進(jìn)行小口徑SiC陶瓷非球面磨削實(shí)驗(yàn),對加工表面粗糙度和耍弄誤差進(jìn)行了檢測,得到了較好的非球面面形。
1 實(shí)驗(yàn)條件
1.1實(shí)驗(yàn)機(jī)床
本實(shí)驗(yàn)采用德國DMG公司型號(hào)為Ultrasonic70-5的五軸數(shù)控銑磨加工中心。
1.2 檢測設(shè)備
使用泰勒霍普森公司的Form Talysurf PGI 1240型表面粗糙度輪廓儀進(jìn)行工件表面粗糙度和非球面面形精度的檢測。
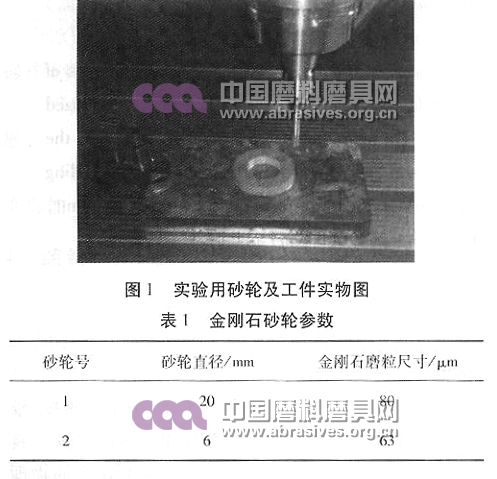
1.3 砂輪及工件
本實(shí)驗(yàn)所用砂輪為電鑄金剛石砂輪,工件材料為SiC陶瓷,如圖1所示,砂輪參數(shù)如表1所示,其中1號(hào)砂輪用于粗加工磨削實(shí)驗(yàn),2號(hào)砂輪用于精加工磨削實(shí)驗(yàn)。
2 實(shí)驗(yàn)及結(jié)果分析
2.1 SiC陶瓷平面磨削工藝實(shí)驗(yàn)
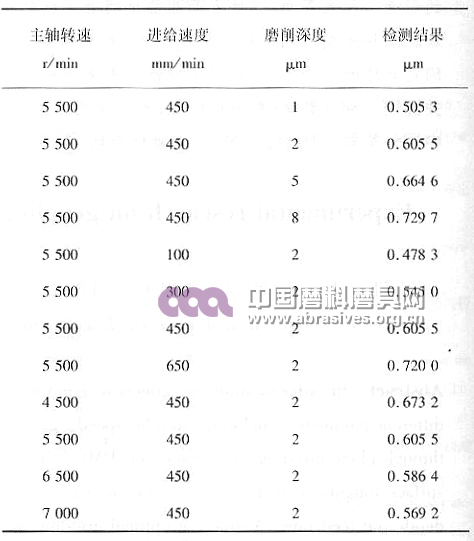
首先,在DMG數(shù)控銑磨中心上開展了SiC陶瓷平面磨削工藝實(shí)驗(yàn),研究端面銑削時(shí)SiC陶瓷表面粗糙度隨磨削工藝參數(shù)的變化規(guī)律。實(shí)驗(yàn)所用的工藝參數(shù)如表2所示,其中粗體的參數(shù)為該參數(shù)在其他參數(shù)變化時(shí)的基礎(chǔ)值。
表2 磨削工藝參數(shù)表

工件經(jīng)平面磨削后利用輪廓儀測得的表面粗糙度檢測結(jié)果(Ra 值)如表3所示:
表3 平面磨削表面粗糙度檢測結(jié)果
2.1.1 主軸轉(zhuǎn)速對表面粗糙度的影響
主軸轉(zhuǎn)速即砂輪轉(zhuǎn)速對表面粗糙度有一定的影響,由圖2可以看出,隨著主軸轉(zhuǎn)速的增大表面粗糙度值Ra減小。這是因?yàn)殡S著機(jī)床主軸轉(zhuǎn)速的增加,磨粒磨削線速度增加,單位時(shí)間內(nèi)通過磨削區(qū)的磨粒數(shù)增加,單個(gè)磨粒的磨削負(fù)荷減小,磨削力減小,從而工件表面粗糙度降低。

圖2 表面粗糙度隨主軸轉(zhuǎn)速變化曲線
2.1.2 進(jìn)給速度對表面粗糙度的影響
如圖3所示,隨著進(jìn)給速度的增加,表面粗糙度值Ra逐漸增大,這是因?yàn)檫M(jìn)給速度增加時(shí)磨粒磨削弧線增長,工件表面單位面積上的磨粒數(shù)目減小,單個(gè)磨粒磨削負(fù)荷增加,磨削力增加,從而使磨削表面粗糙度變大。
2.1.3 磨削深度對表面粗糙度的影響
圖4所示為表面粗糙度隨磨削深度變化曲線。由曲線可知,隨著磨削深度的增大,加工表面的粗糙度逐漸增大。這是由于隨著磨削深度增加,砂輪去除的材料體積增大,摩擦面積增大,磨削熱增加,垂直于工件表面的軸向磨削力增大,金剛石磨粒的磨削的負(fù)荷增加,從而導(dǎo)致工件表面粗糙度增加。

2.2 SiC非球面磨削實(shí)驗(yàn)
根據(jù)SiC陶瓷平面磨削工藝實(shí)驗(yàn)結(jié)果,以SiC陶瓷磨削表面粗糙度最小為目標(biāo)選擇一組磨削參數(shù)進(jìn)行非球面磨削實(shí)驗(yàn),如表4所示。
2.2.1 非球面的選擇
非球面可以分為回轉(zhuǎn)對稱非球面、非回轉(zhuǎn)對稱非球面、無對稱中心非球面和陣列表面四類。其中回轉(zhuǎn)對稱非球面通常是一條二次曲線或高次曲線繞曲線自己的對稱軸旋轉(zhuǎn)所形成的回轉(zhuǎn)表面。
本次實(shí)驗(yàn)選用二次回轉(zhuǎn)對稱橢圓非球面進(jìn)行加工,其方程如下:

在進(jìn)行非球面磨削工藝實(shí)驗(yàn)之前首先通過Unigraphics軟件的曲面造型功能,利用參數(shù)化建模法對工件進(jìn)行建模并生成數(shù)控加工程序,圖5所示為軟件生成的工件毛坯及非球面模型。
模型建立好之后,需要借助UG/CAM模塊中的數(shù)控功能設(shè)計(jì)并生成磨削軌跡,最后根據(jù)工件模型及工藝參數(shù)自動(dòng)進(jìn)行加工編程。
在利用UG進(jìn)行數(shù)控編程時(shí),涉及到CAM加工環(huán)境設(shè)置、程序父節(jié)點(diǎn)創(chuàng)建、刀具選擇、幾何體的選擇、加工方法低節(jié)點(diǎn)的創(chuàng)建、刀軌檢驗(yàn)等方面的內(nèi)容,利用UG的數(shù)控模塊生成數(shù)控加工程序的流程圖如圖6所示。
根據(jù)圖6所示流程圖,創(chuàng)建操作方式為型腔銑操作,如圖7a所示,并設(shè)置四種加工生成單元組。設(shè)定加工幾何體,即選擇需要加工的工件表面,如圖7b所示。創(chuàng)建操作后,可在工件表面上生成刀具的運(yùn)動(dòng)軌跡,如圖7c所示,圖中工件表面的螺旋線為在工件上生成的軌跡。UG/CAM模塊中還可以對生成的刀具路徑進(jìn)行驗(yàn)證,確認(rèn)刀具位置計(jì)算的正確性,檢驗(yàn)?zāi)ハ鬟^程是否發(fā)生過切,所選刀具尺寸、走刀路線、進(jìn)退刀方式是否合理,選用的刀具與約束面是否發(fā)生干涉與碰撞。如發(fā)生碰撞重播過程停止,調(diào)整刀具的尺寸和進(jìn)給參數(shù),直到加工的過程順利進(jìn)行。
2.2.3 非球面磨削結(jié)果
在DMG數(shù)控銑磨中心上以表4所示工藝參數(shù)對SiC陶瓷工件進(jìn)行非球面磨削加工,圖8a、圖8b分別為磨削后的SiC陶瓷非球面器件實(shí)物以及PGI1240輪廓儀實(shí)際測得的非球面面形誤差,從圖9中可以看出表面粗糙度值Ra為0.5150μm,非球面面形最大峰-谷誤差為4.668μm。
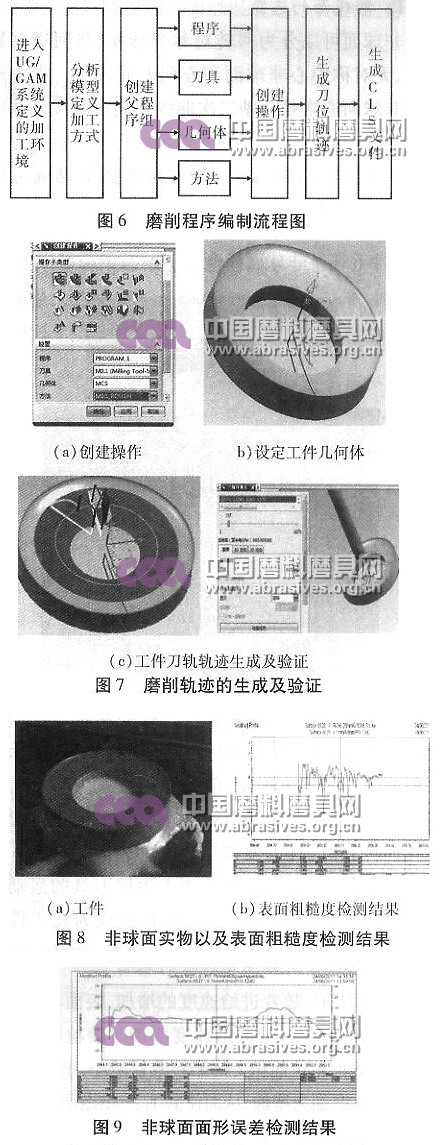
通過檢測結(jié)果可以看出利用平面磨削工藝實(shí)驗(yàn)獲得的優(yōu)化磨削工藝參數(shù)進(jìn)行SiC陶瓷小口徑非球面磨削加工可以獲得較低的表面粗糙度和較好的面形精度。
3 結(jié)論
通過SiC磨削工藝實(shí)驗(yàn)得出在平面磨削時(shí)工件表面粗糙度隨主軸轉(zhuǎn)速的增加而減小,隨進(jìn)給速度手磨削嘗試的增加而增加;利用優(yōu)選的磨削工藝參數(shù)進(jìn)行SiC陶瓷非球面磨削工藝實(shí)驗(yàn)得到了對稱橢球面的磨削表面,其中表面粗糙度Ra為0.515 0μm ,面形最大峰-谷誤差為4.668μm的小口徑非球面。
參考文獻(xiàn):
[1]潘軍驊.關(guān)于非球面制造技術(shù)的看法[J].光學(xué)技術(shù),1998(3):23-25.
[2]張坤領(lǐng),林彬,王曉峰.非球面加工現(xiàn)狀[J].組合機(jī)床與自動(dòng)化加工技術(shù),2007(5):1-5.
[3]張學(xué)軍,李志來,張忠玉.基于SiC材料的空間相機(jī)非球面反射鏡結(jié)構(gòu)設(shè)計(jì)[J].紅外與激光工程,2007,36(5):577-582.
[4] 韓杰才,姚旺,張宇民.SiC光學(xué)反射鏡發(fā)展現(xiàn)狀[J].宇航材料工藝,2005(4):1-6.
作者簡介
李春慧,女,1990年出生,哈爾濱工業(yè)大學(xué)碩士研究生。研究方向:精密超精密加工。








 豫公網(wǎng)安備41019702003604號(hào)
豫公網(wǎng)安備41019702003604號(hào)